What is a press brake attachment? For which devices?
Definition of press brake attachments
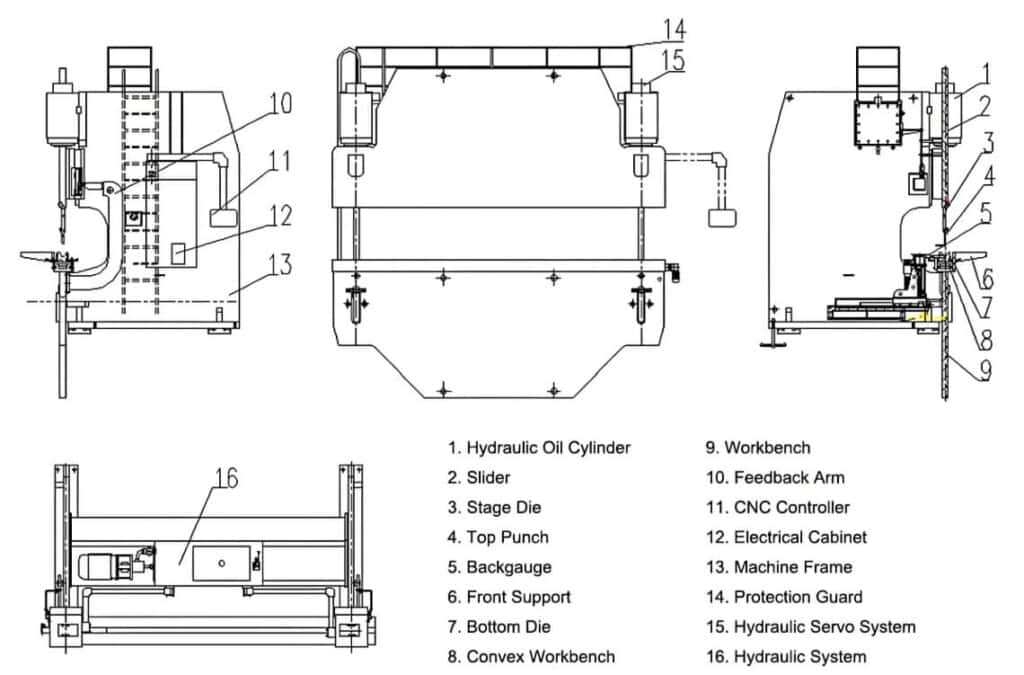
Press brake attachments are special tool parts and function expansion devices installed on bending equipment such as hydraulic press brakes and ironworkers (with press brake/bending attachments), which help us realize the functions of angular bending, hemming, radius forming, positioning, quick-change clamping, etc. of metal plates. Attachments usually include press brake tooling (punches & dies), clamping systems, gauging devices (stops/back gauges), and special forming tools, etc. The body of the press brake is responsible for force application, and the attachments determine the geometric forming and process control of bending.
(Note: The “press brake attachment” mentioned in this article mainly refers to the tooling + clamping + gauging/support + special forming attachments that can be added or replaced, excluding the core structure of the whole machine (bed, slider and main drive system).)
Main components of press brake attachments
Press brake attachments usually contain the following basic components:
Fitting range of press brake attachments
The press brake attachments have a wide range of adaptation, mainly covering the following levels:
Type of press brake attachments
Ordinary angle bending attachments
1. main purpose and structure
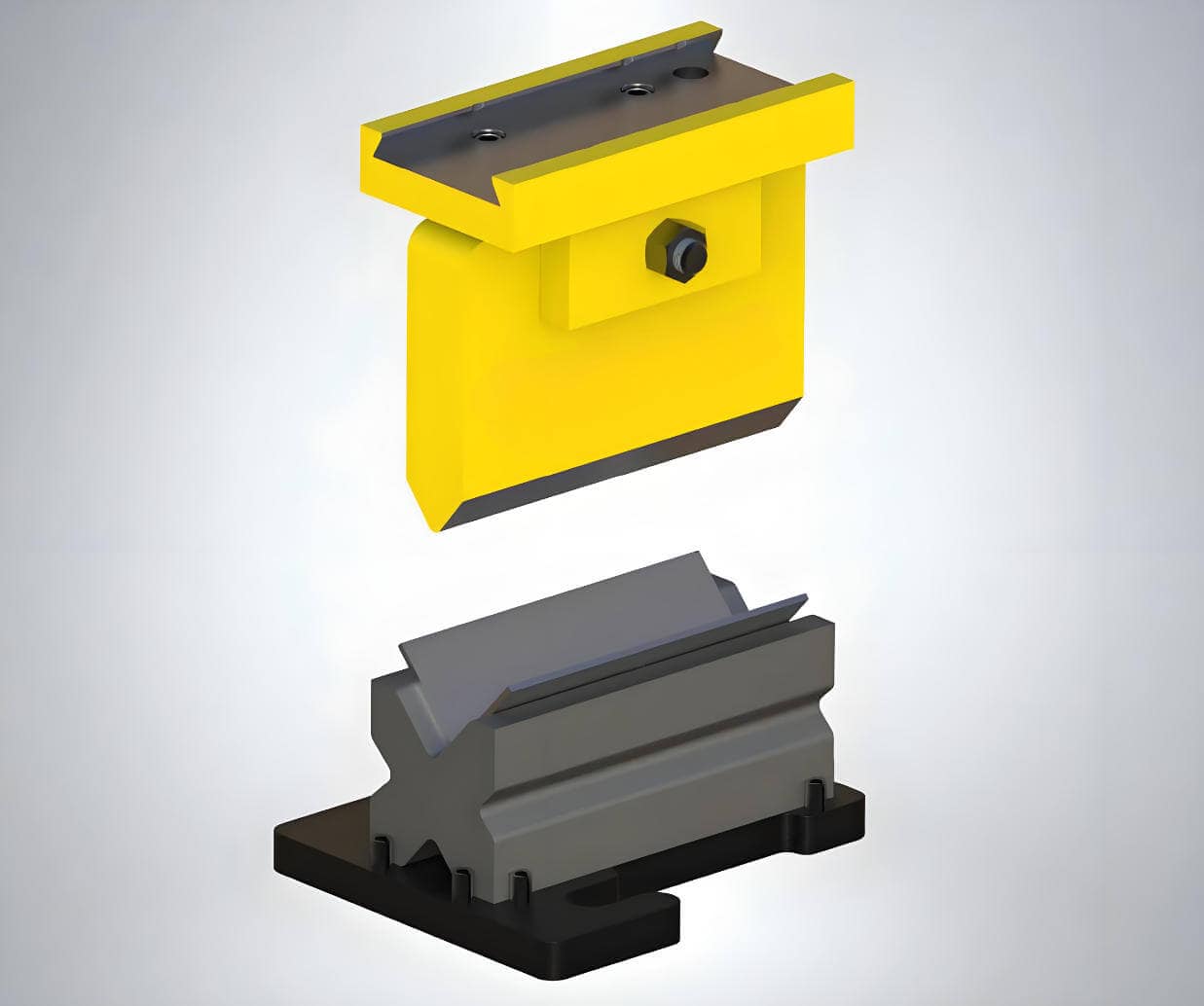
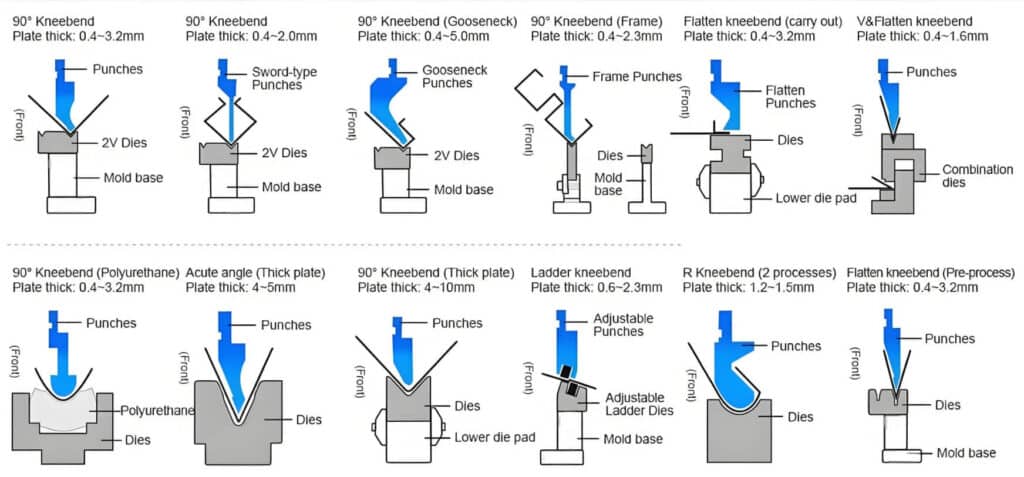
This is the most common type of press brake attachment, which consists of a standard upper punch and a V-shaped lower die. It can realize common 30-120 ° straight-line bending, and conventional angle bending such as 30 °, 45 °, 60 ° and 90 ° can be completed through it.
2. working principle
The metal plate to be bent is pressed into the V-groove of the die by applying pressure to the punch, so as to achieve the required bending angle. The greater the width of the V-opening of the V-groove, the greater the applicable plate thickness.
3. applicable scenarios
Suitable for conventional angle bending of various sheet metal parts such as home appliance casings, boxes, frames, etc. (including opening angles>90 °, depending on the tool and interference).

Hemming (pre-hem + final hem) attachments
1. main purpose and structure
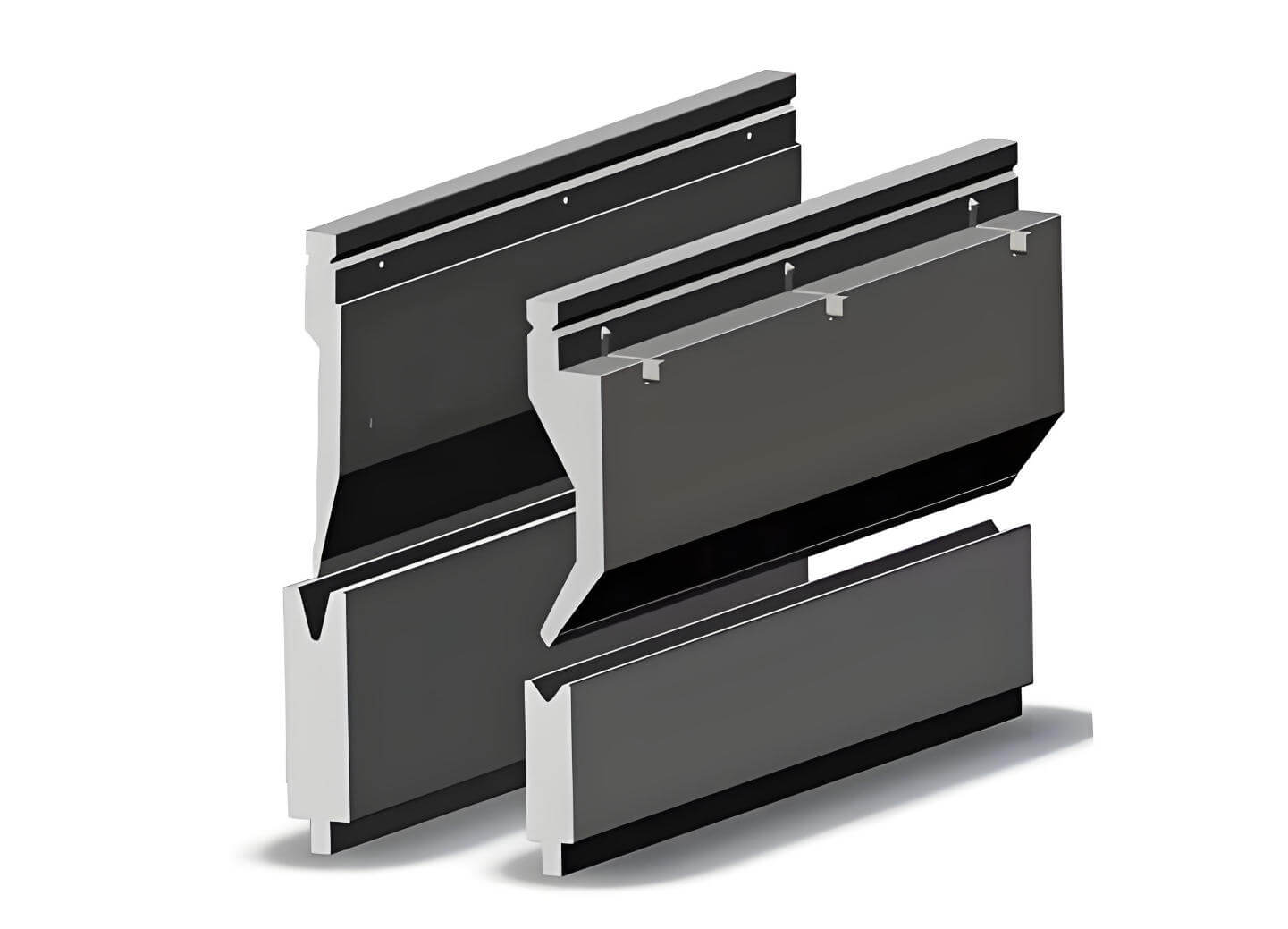
It is mainly used for hemming, crimping and pressing the edges of metal plates. The typical structure is two-step hemming tooling / wiping die and active / passive slider.
2. working principle
It is usually divided into two steps: first, press the plate into the V-shaped groove of the die through the force applied by the punch, and press out the pre-hem; Then, the plate is completely rotated and flattened by the hemming tooling / wiping die to realize the 180 ° closed structure.
3. applicable scenarios
It is applicable to the edge and corner wrapping of automobile door frame, furniture edge decoration, lamp shell and other products to improve the edge strength, eliminate sharp edges, prevent burrs and cut hands, and also improve the process aesthetics.

Radius bending / arc bending attachments
1. main purpose and structure
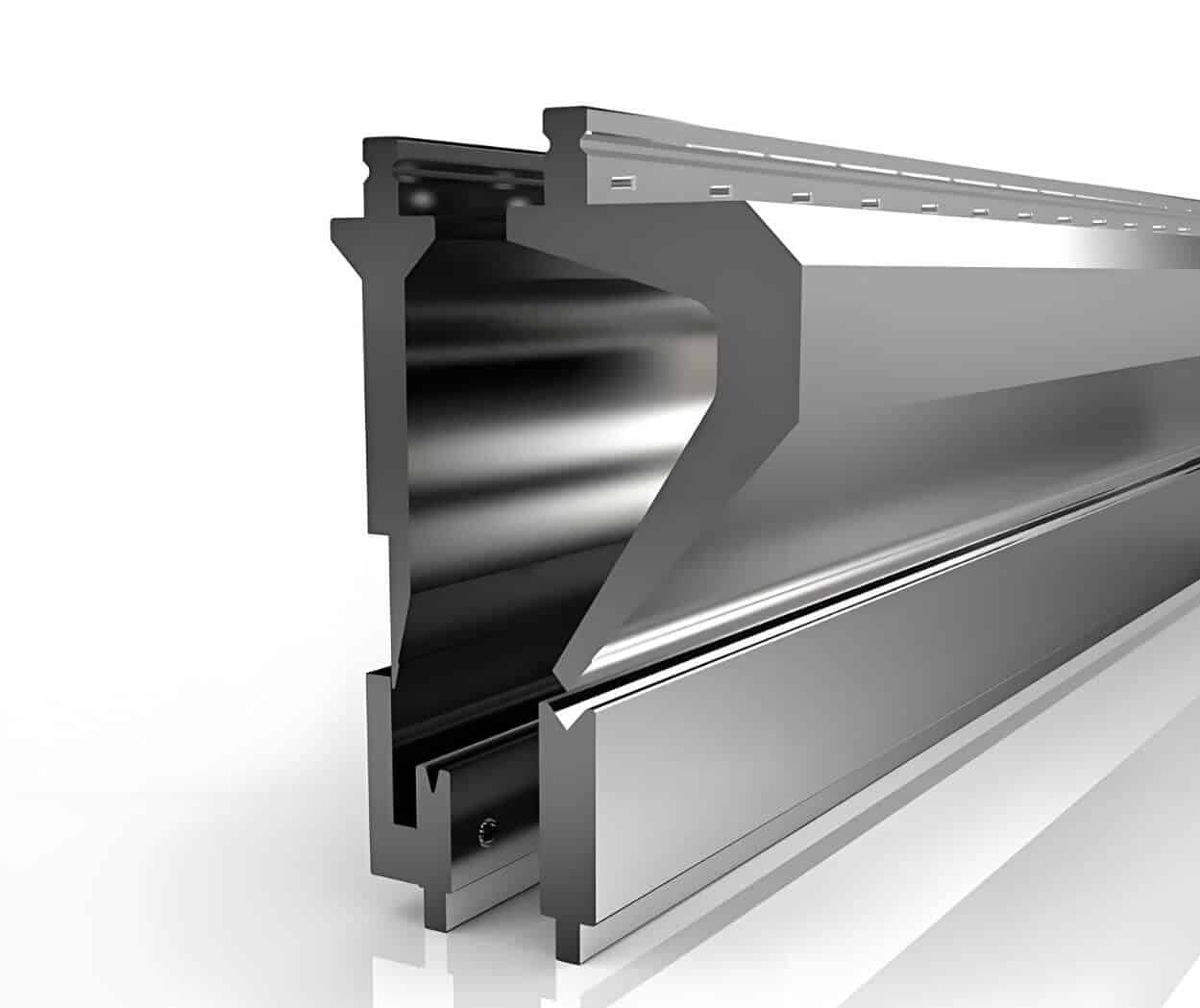
It is specially designed for forming large R-angle and arc line type, and is composed of large radius punch, curve lower die, etc. Generally, the press brake punch (upper tool) structure is arc-shaped, and the die (lower tool) adopts multi-level adjustable or arc-shaped structure.
2. working principle
Through the coordinated movement of the punch and die, repeated progressive bending is carried out, and finally a smooth large arc shape is formed.
3. applicable scenarios
It is suitable for the production of communication cabinet, box, air conditioning shell, traffic facility guardrail, automobile guard plate and other parts that need fillet processing without damaging the material surface. This kind of attachment can effectively prevent the plate from cracking during bending, and make the edge smoother and more beautiful.

Gauging & Supports
1. main purpose and structure
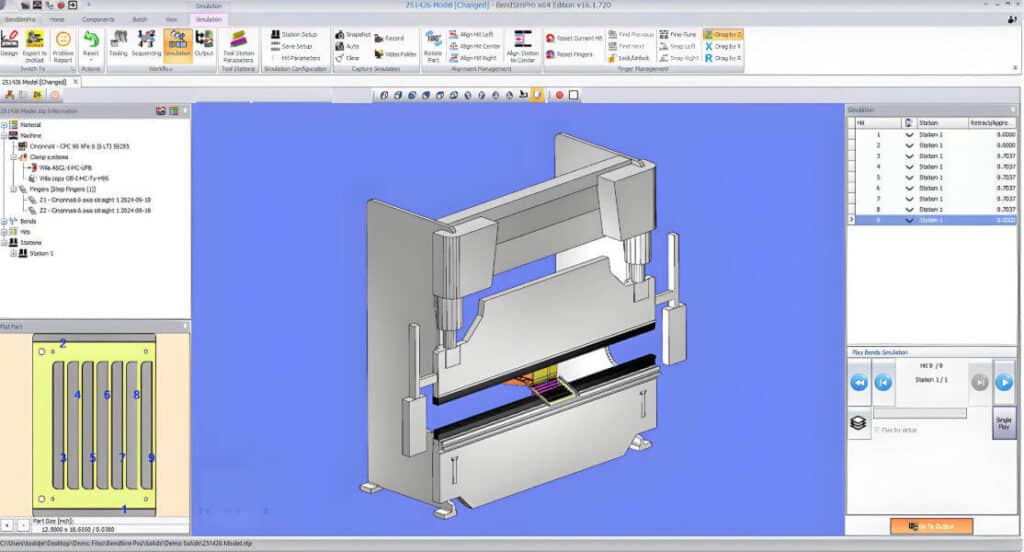
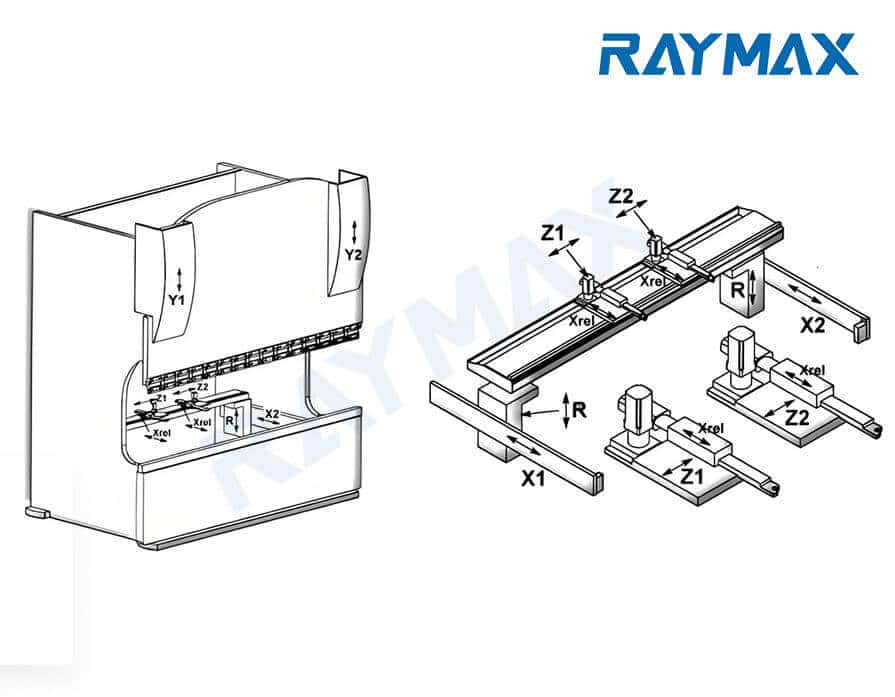
Assist in clamping and positioning the workpiece, prevent the workpiece from moving during processing, and ensure the accuracy and consistency of each processing. The main components include press brake back gauge / fingers and their extended support, front support arm, sheet follower, side gauge, etc.
2. working principle
The plate is firmly fixed on the positioning line of the bending die by mechanical or pneumatic means to ensure that the position and angle of each bending are accurate and consistent.
3. applicable scenarios
It is applicable to workpieces requiring mass production, automatic bending and strict consistency of batch size.

Quick-change clamping systems (quick tool change)
1. main purpose and structure
It is mainly used to improve the efficiency of equipment die change, make die change faster and reduce equipment downtime. Structurally, it is composed of a clamping rail, segmented clamps, quick-release levers, hydraulic clamping, locating keys, etc.
2. working principle
Through the special quick lock device and the standardized die interface, the die replacement can be completed quickly without tools or simple tools.
3. applicable scenarios
It is suitable for production enterprises that need to produce multiple varieties and small batches. It is especially good at processing boxes with complex structures and bending parts with different requirements. It is the key equipment to make the production line more flexible and adaptable.

Special attachments
1. main purpose and structure
Customized attachments designed for specific processes or small equipment, such as ironworker bending attachment, special fixtures for portable presses, etc. The utility model has the advantages of strong pertinence and good portability, and can realize specific processes in a limited space.
2. working principle
It is suitable for processing special shaped parts or cooperating with special fixtures. For example, a small workshop is equipped with an stand-alone bending attachment to enhance the function of the equipment. Special attachments can meet our flexible bending requirements at a low cost.
Advantages and limitations of accessories for hydraulic press brakes
Advantages
Limitations or challenges
What materials can be used for press brake attachments?
Common Materials
Press brake attachments can be applied to the processing of a variety of metal materials, mainly including the following:
Low carbon steel: This is the most common metal material in sheet metal processing. Due to its low carbon content (usually between 0.1%-0.25%), it has low hardness, strong plasticity and is easy to bend. Moreover, low carbon steel has strong ductility, which can realize repeated bending and is not easy to fracture.
Press brake Thickness Reference Range
The bending thickness of the press brake attachments is usually determined by the press brake tonnage, the opening size of the V-shaped lower die, the strength of the die material and other factors.
1. thickness selection principle
Different plates correspond to different thicknesses. First, we need to flexibly select suitable press brake attachments according to plates of various thicknesses.
Common empirical values are as follows:
|
Sheet types |
Thickness |
Features and Precautions |
|
Low carbon steel plate |
0.5mm~6mm |
Standard bending attachment coverage is generally ≤3mm |
|
Stainless steel |
0.5mm~4mm |
High hardness requires a higher tonnage press brake attachmentfor thick plates, a dedicated die is recommended. |
|
Aluminum alloy |
0.5mm~4.5mm |
Good ductility, but be careful of indentation. |
|
Extra thick plate |
>8mm |
Requires a dedicated press brake attachment and customized process. |
|
Ultra thin material |
<0.5mm |
Requires a dedicated press brake attachment and customized process. |
2. tonnage algorithm
After determining the type of press brake attachments through the thickness of the plate, we need to select the required bending force (tonnage). In this step, we need to adopt tonnage algorithm. The calculation core is based on the basic parameters such as material, thickness, bending length and V-notch width of the lower die.
The most commonly used bending tonnage calculation formula is:
P = 650 × s² × L/V
Suppose we need to bend a 4mm thick and 2m long low-carbon steel plate, and the width of the die (lower tool) V-notch is 32mm. Then the required bending force (tonnage) required for bending is p=650 × 4 ² × 2/32=P=650 × 4 ² × 2/32=650 kn ≈ 65 t (for estimation only, it needs to be corrected in combination with material brand, V-opening and bending method)
angle bending capacity and control
1. standard bending angle
The most common common angle bending attachments can usually achieve standard bending of any angle within 0 ° ~90 °. There are also some special tooling attachments, such as closed edge, hemming, box structure, etc., which can realize >90 ° bending.
2. multi step / multi bend
For some complex contour, arc and multi section bending requirements, we need to carry out it several times and approach the target size step by step. There are also some high-strength steels or materials with large elastic springback, which require us to obtain more accurate angles through multiple soft pressing and springback compensation.
3. angle accuracy control
The bending accuracy of common press brake attachments can generally reach ± 0.5 ° ~1 °. For some high-end press brake attachments equipped with angle detection and automatic feedback system, the bending accuracy can reach within ± 0.2 °.
Industry specific applications of press brake attachments
Metal processing and manufacturing industry
Product type: Chassis, chassis, cabinet, distribution box, structural components, pipe connectors, etc.
Demand characteristics: It is required to be able to produce a wide variety of products with large batch changes and flexible processing steps. The equipment should be able to flexibly meet the processing requirements of various complex shapes and angles.
Typical attachments: Multi-functional v-tooling, quick-change clamping system, automatic back gauge, special angle tooling.
Automobile industry
Product type: Body parts (door frame, stiffener, bumper), chassis structural parts, instrument panel framework, sealing edge / strip, etc.
Demand characteristics: The materials are mainly high-strength steel and aluminum alloy, so it is required that the bending angle of the press brake attachments should be accurate and consistent each time, the quality of the same batch of products should be stable, and the wear resistance of the tooling should be very high, so it should be able to maintain high precision for a long time.
Typical attachments: High hardness die, hemming module, multi station automatic clamping, multi axis back gauge / robot linkage
Aerospace industry
Product type: Skin structure, fairing, light support and precision hardware.
Demand characteristics: This kind of metal parts need to undergo precision annealing and special surface treatment, which requires very high machining accuracy, no indentation on the surface, and high consistency of bending arc and corner arc.
Typical attachments: Large radius special tooling, surface protection tooling, angle online monitoring system
Construction industry
Product type: Curtain wall aluminum profile, door and window framework, decorative edging, partition board, etc
Demand characteristics: The production capacity should be able to cover a variety of material specifications, and different lengths and shapes can be customized, especially the production and processing of large-size and ultra long parts.
Typical attachments: Extended back gauge / support arm, large V-opening / adjustable tooling, light fixture.
General manufacturing and processing
Product type: Equipment cover, agricultural machinery shell, frame parts, customized hardware, etc
Demand characteristics: The size of the workpiece to be processed changes greatly, and the production process is complex. It is required that the press brake attachments can quickly change the tooling, and be equipped with multi-functional attachments to meet different processing needs.
Typical attachments: Quick change system, combined die, multi specification V-opening adjustable seat
Differences between press brake attachments and independent press brakes
Cost and land occupation
Efficiency and consistency
Upgrade path
Typical capacity and specification parameters of press brake attachments (key points of model selection)
When selecting the press brake attachments, we should scientifically match the parameters according to the material, thickness, machine performance and processing requirements of the plate. We should mainly pay attention to the following points:
According to material type (steel, stainless steel, aluminum, etc.) and thickness
The type and thickness of materials are the premise of Attachment selection, which requires us to select from multiple perspectives:
1. material type
The most common common angle bending attachments can usually achieve standard bending of any angle within 0 ° ~90 °. There are also some special tooling attachments, such as closed edge, hemming, box structure, etc., which can realize >90 ° bending.
The most common common angle bending attachments can usually achieve standard bending of any angle within 0 ° ~90 °. There are also some special tooling attachments, such as closed edge, hemming, box structure, etc., which can realize >90 ° bending.
2. Thickness selection
Thin material (1-3mm): V-groove width of die (lower tool)=plate thickness (T) × (4-6 times)
Example: 1mm board with optional 4-6mm slot width.
Thick material (4-10mm): V-groove width of die (lower tool)=plate thickness (T) × (8-10 times)
Example: 4mm board with optional 32-40mm slot width.
Ultra thick material (>12mm): Special toolings are required, and the groove width may be more than 12 times the thickness of the plate.
|
Plate thickness |
Recommended V-groove width |
Applicable slot width |
|---|---|---|
|
1mm |
4~6mm |
6~8mm |
|
2mm |
12mm |
14~16mm |
|
3mm |
18~24mm |
24~30mm |
|
4mm |
32~40mm |
40~48mm |
|
6mm |
48~60mm |
60~72mm |
According to bending length and machine width / opening
Bending length: Ensure that the maximum supporting length of the press brake attachments is ≥ the required length, otherwise the angle of the end is easy to get out of control during bending.
Throat depth / workbench width: When processing large-size plates or boxes, pay attention to the opening width and throat depth of the die (lower tool) of the press brake attachments to prevent the workpiece from touching the machine or tooling during bending.
Stroke and opening: When performing arc bending or edge wrapping, it is necessary to select a tooling with a larger opening, and the stroke of the press brake should also be set longer.
According to the required bending angle, bending accuracy and tolerance
Angle range: Most press brake attachments can realize 30 ° ~120 ° bending. If more complex processes are encountered, they need to be completed in multiple steps or use special toolings.
Precision and tolerance: Aviation, automobile and other industries need to select high-precision toolings, deflection compensation and angle real-time monitoring to achieve tolerance of ± 0.5 ° or even ± 0.3 °.
Compatibility of moulds and attachments
Matching machine tonnage: The die / tooling needs to ensure the maximum bending force it can bear, especially when operating the bending forming activities of long parts or thick plates.
Installation interface: Check the height and connection type of the tooling (e.g. European, Willa, Kawasaki, Amada and other standards) to prevent assembly or centering deviation due to inconsistent interfaces.
Hydraulic parameters: Some large tonnage press brake attachments or quick change clamps need to reserve independent hydraulic interfaces for them.
General tooling vs customized tooling
General purpose mould: it has a wide range of application, is economical and practical, and is suitable for diversified small batch orders.
Customized tooling: for workpieces with special shape, large thickness or special materials, the “one piece one yard” method can ensure the landing of complex workpiece process. However, it is troublesome and costly to replace plates.
Cost vs return on investment
Although the low-cost press brake attachments have low purchase cost, they are easy to wear and may need frequent maintenance.
Advanced quick change bending attachments have high initial cost, but can improve equipment utilization, stabilize product quality and reduce labor cost.
Therefore, before purchasing press brake attachments, enterprises should evaluate ROI according to bending efficiency, maintenance cost, tooling life and other indicators.

Installation and calibration steps of press brake attachments
( Note: the following is a general flow diagram. Please strictly follow the manufacturer’s installation manual and local safety regulations for actual operation. )
Preparation and safety
Installation steps
Operation steps
Other precautions
If there is too much resistance during operation, we should immediately stop and check to see if there is any problem with the workpiece and press brake components.
The operator shall regularly check and maintain the hydraulic oil, filter element and sealing ring, and timely repair or replace the tooling in case of burrs or cracks.
Conclusion
Selecting appropriate press brake attachments can directly affect our processing efficiency, quality and safety. When selecting the press brake attachments, we should select the appropriate attachments according to the material, thickness and bending matching angle of the material. Reasonable investment in efficient attachment portfolio will lead to higher production efficiency, stable product quality and excellent production safety guarantee, which is especially suitable for small batch / multi variety enterprises. If you have a general direction about the materials, capacity and budget involved in the enterprise’s metal processing module, you are also welcome to contact RayMax. As a professional manufacturer, we will evaluate the optimal combination for you.
Frequently asked questions (FAQs)








Related Blog
Press Brake Software: Basics, Implementation, Examples & Selection Guide
Master the Machine: Full Press Brake Structural Components Guide
Choose the Right Deflection Compensation System for Accurate Bending of Long Workpieces!

Press Brake Clamping System Guide:Types,Tooling Compatibility&Faster Tool Changeovers
Press brake tooling Complete Guide: Pictures and text both profuse, understood at one look!

Ultimate Guide to Press Brake Punches: Eleven Types, Materials, Selection, and Maintenance

Press Brake Dies Explained: Types, Applications, and golden rule of selection
CNC press prake axis: Mastering Configurations from 2-Axis to 8+1 for Pro Results

Press Brake Crowning Explained: Deflection, Angle Variation, Adjustment & System Comparison

Press Brake Quick Clamping System: Types, Compatibility & How to Choose (Quick Clamp Guide)

What is a Press Brake Back Gauge? Types and Key Components Explained!

Press Brake Sheet Follower: Smart Support for Long, Thick, Thin Sheets
Post Your Review
Share Your Thoughts And Feelings With Others

Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
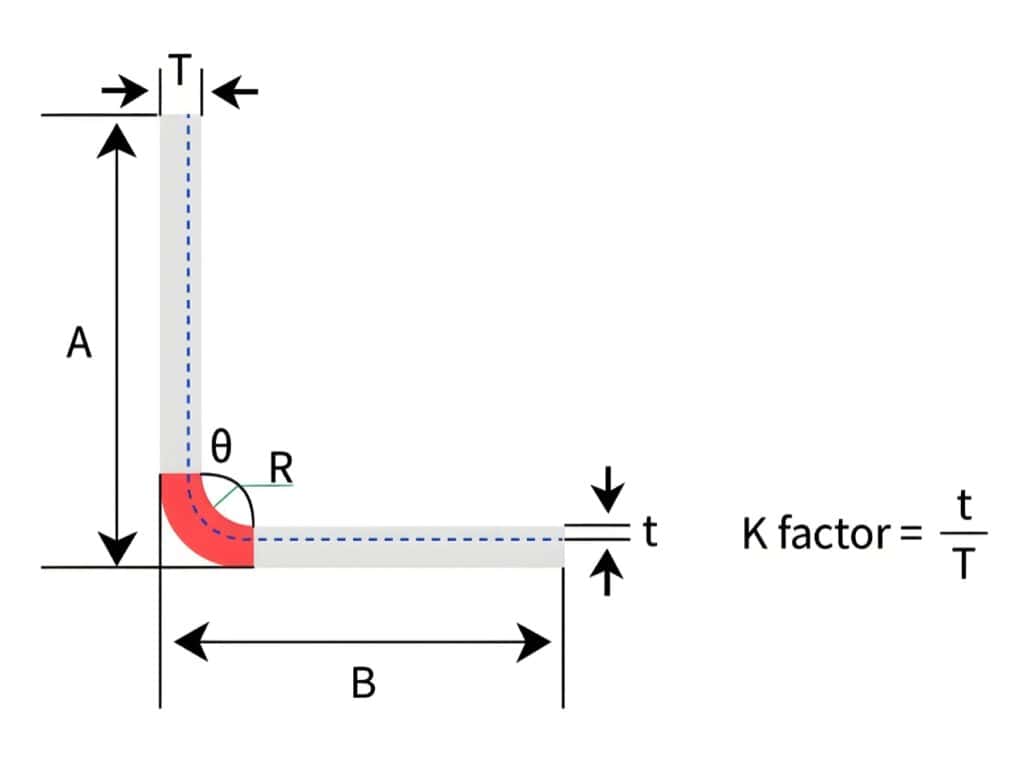
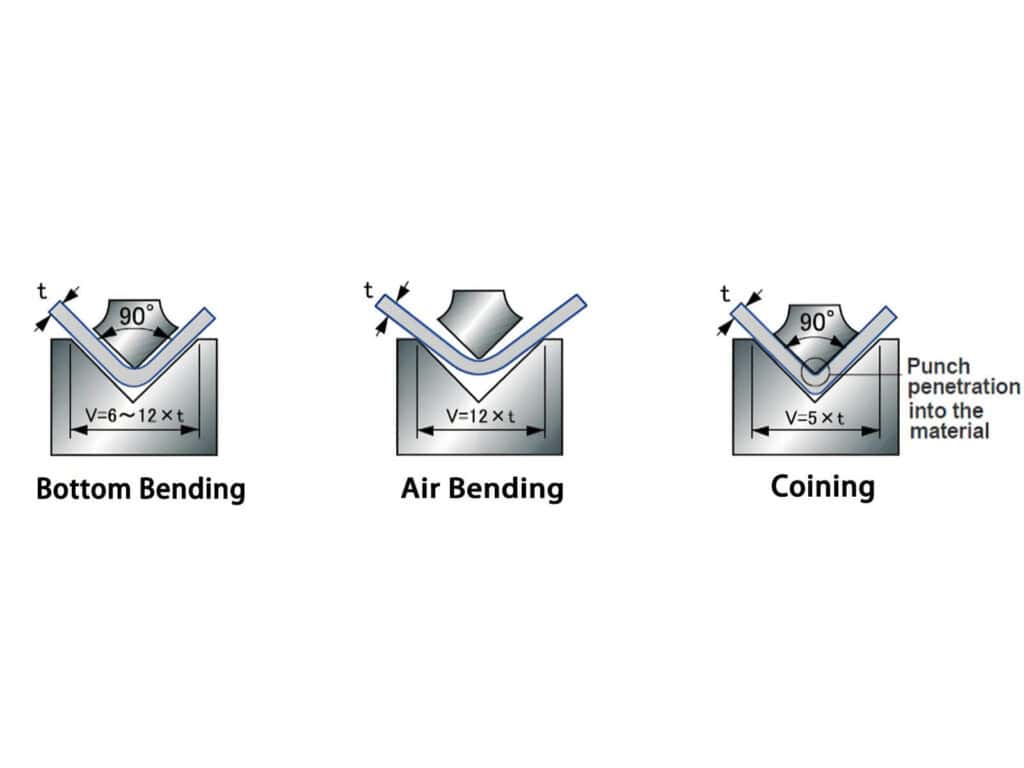
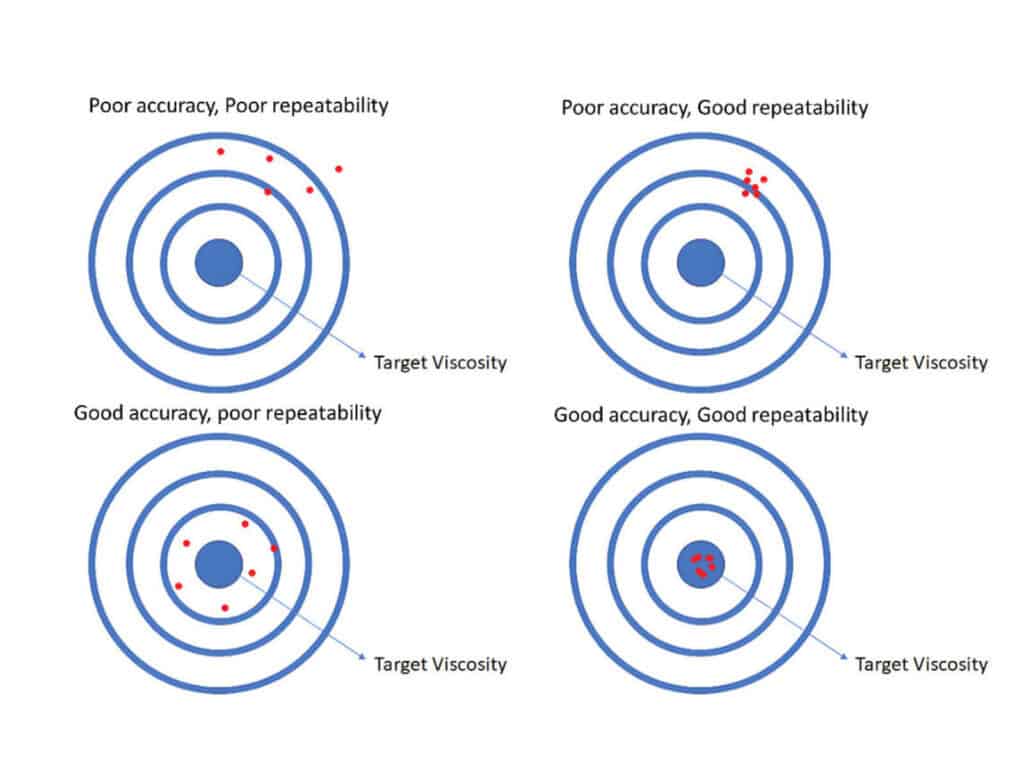
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
One response to “Press Brake Attachment Guide (2026): Types, Uses, Tooling & Quick-Change Systems”
A notably insightful analysis that captures essential ideas with clarity, making it a valuable resource for industry practitioners.