
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
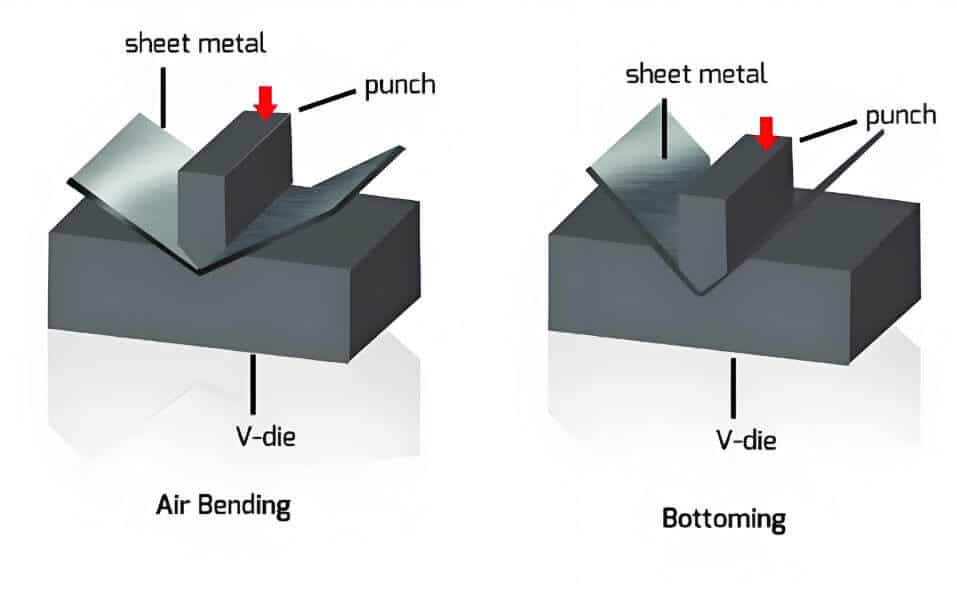
One of the three most commonly used methods for sheet metal bending in air bending. Its core principle is to control the pressing depth of the upper die to achieve the three-point contact between the plate to be processed and the upper and lower dies, and keep the middle area of the sheet material and the upper and lower dies not completely fitted, forming an “air gap” between the plate and the tool.
This article will focus on the definition, working principle, advantages and disadvantages of press brake air bending, how to use air bending accurately, and compare air bending with other two methods to help customers better understand and use air bending.
what is air bending on a press brake?
Definition of press brake air bending
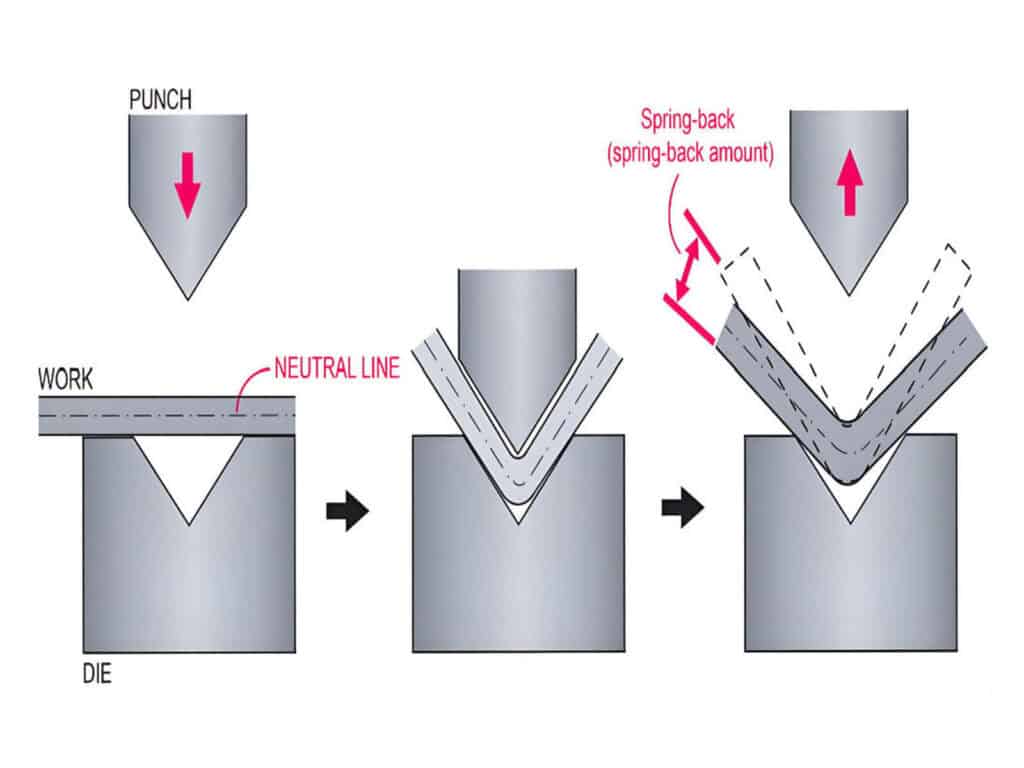
Air bending is one of the sheet metal methods that allows the sheet to only contact the contact point between the upper die(punch) and the lower die(dies) by adjusting the pressing depth of the upper die, so that the sheet material can form a small air gap between the bottom of the lower die and complete the bending angle of the preset target.
History of press brake air bending techniques development
The early brake press process was mainly based on bottoming and embossing methods, which had the problems of extremely high need for special tools, high cost and poor flexibility. In the mid-20th century, with the development of hydraulic press brakes, air bending technology was widely used. In the modern stage, air bending combined with CNC control systems further improves precision and flexibility, making air bending one of the mainstream bending methods in global sheet metal processing.
The role of air bending
First, air bending allows the press brake to achieve a wide range of bending angles by simply adjusting the punch depth and air pressure curve, improving the flexibility of bending. Secondly, there is no need for a large number of special base tools and less damage to the tool, which significantly reduces the upfront capital investment and long-term maintenance costs. Air bending is designed to provide sheet metal processes with a new method of bending that improves productivity, accuracy, and cost.
Key components of press brake air bending
First of all, the CNC system is the core component of the press brake using air bending, which assumes the role of inputting parameters such as tool size and length, providing guidance for the coordinated operation of the entire brake press. Secondly, the punch and die are the second most important components.
A press brake punch is a tool that presses down on a sheet of metal, while a die is a V-shaped appliance that presses metal into it. The two work together with the plate to achieve three-point contact, forming an air gap that allows for different bending angles to improve flexibility and productivity.
Finally, the back gauge is equally important as the pneumatic or hydraulic system, one does a good job of positioning the plate precisely, and the other drives the vertical movement of the punch to achieve precise downpressing.
When to use press brake air bending techniques

The working principle of press brake air bending
Explain the process of air bending step by step
Tool preparation
The core of brake press air bending is that the plate presents three-point contact with the upper and lower dies. Before processing, the operator should select the upper and lower tools of the processed plate according to the type, thickness and desired bending angle of the metal sheet. tool
Place and fix the plate
Place the sheet to be bent at the opening of the lower die, ensure that the base line of the sheet is aligned with the backgauge, and apply the initial clamping force through the clamping tool to prevent the sheet metal from slipping during the process diagram of the subsequent punch down.
Apply pressure
The upper die is pressed down at the speed set by the CNC control system, so that the tip begins to touch the surface of the sheet, but does not completely press the sheet into the lower die. Force sensor monitoring begins to monitor the contact force, providing a baseline for subsequent deep down-pressure of the upper die.
Air bending
The punch continues to advance, forming a three-point contact between the upper die and the lower die, so that a small air gap is formed between the central area of the sheet and the upper and lower dies, and the sheet material is bent under this action. Then, through the combination of the set punch stroke and air pressure, the bending state of the sheet material is gradually approaching the target angle.
Rebound compensation
Due to the rebound characteristics of air bending, the angle during air bending is usually slightly lower than the target angle, maintaining a certain force range to promote the redistribution of internal stress of the material, release the punch, and the sheet tends to its final shape under the action of elastic rebound.
Evaluation and Recording
After completing a bending cycle, the clamping is released, the finished product is removed, and the operator should compare it with the actual requirements to see if it meets the standard. Subsequently, key parameters such as angle, thickness, punch depth and air pressure curve are recorded for filling in the process library.
Factors affecting press brake air bending
Material Properties
Different materials have a significant impact on the ease of the air bending process and the final bending angle due to their type, thickness, yield strength, etc.
Tool and its operation
The size and shape of the die have an impact on the bending effect, such as a sharp punch and a wide die opening that can lead to different bending characteristics. The depth at which the punch presses the material into the bottom die determines the bending angle. The deeper the downward pressure, the smaller the angle and the more precise it is.
Device status
Before bending, check whether the equipment can operate well. A problematic device naturally does not achieve the accuracy it should have. In addition, the use of lubricating oil is also important. Lubricants can reduce frictional strength, thereby improving the quality of surface bending.
CNC control system
The more high-end the CNC system, the more accurate the air bending parameters it is designed for, and the more reliable the planning of actual operations, the better the bending of the relatively poor CNC system.
Forming angle and its adjustment method
The forming angle is affected by factors such as rebound deviation, three-point contact area force, tool wear, etc., which will directly cause the actual angle to deviate from the target angle.
Adjustment can start from these:
Advantages and disadvantages of press brake air bending techniques
Advantages
Flexibility
The biggest advantage of press brake air bending techniques is that it can be bent at multiple angles by simply using the same set of upper and lower dies, replacing the punch depth of pressure and air pressure control.
Various bending angles
Unlike bottoming or coining that can only obtain a fixed angle,press brake air bending techniques can be switched from low to high angles in the range of 0-180°, especially suitable for the manufacture of parts that require multi-angle forming.
Suitable for different thicknesses
Air bending press brake has good adaptability to thin to medium thickness plates, as long as the appropriate lower die width and the punch working depth are set, air bending can process a variety of metal materials including carbon steel, aluminum, stainless steel and so on.
Save tool
Since a single tool can cover multiple angles and can handle different materials, companies do not need to customize tools for each angle, reducing tool purchase and maintenance costs.
Less marking of the material to keep the surface smooth
The three-point contact controls the contact area between the material and the tool to a small size, which not only greatly reduces friction, but also greatly reduces the risk of 20 scratches and indentation=, which is suitable for components with high surface quality requirements.
High processing efficiency
The air bending tool has a simple structure, fast adjustment speed, and short corner change time, which greatly improves the production efficiency in mass production.
Disadvantages
Accuracy
Compared with bottoming or coining, the angle of press brake air bending techniques is very dependent on the stroke of the slider, material thickness and rebound characteristics, and processing different materials is prone to tolerance fluctuations and rebound errors, which is not very stable.
Angle rebound needs to be calculated
Since there is an air gap between the sheet and the tool, there is only a slight contact, and the material will rebound significantly, which needs to be calculated in advance by the operator or compensated by the CNC system, otherwise the forming angle will be inaccurate.
Requirements for raw materials
If the material hardness is uneven, the surface is scratched, or the thickness tolerance is large, it will directly affect the bending accuracy and consistency, so air bending is more suitable for raw materials with stable quality.
air bending vs bottoming vs coining
Introduction to three common bending processes
Press brake air bending
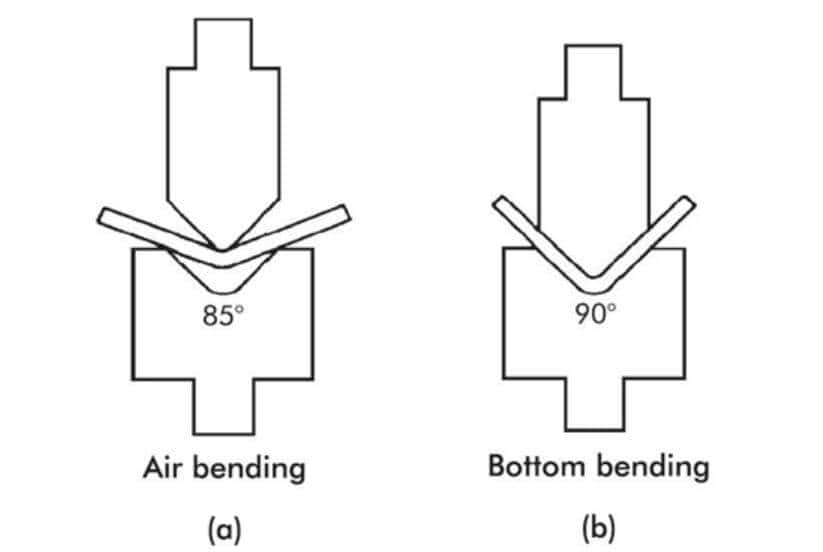
The punch applies force to press the plate part into the V-die, so that a three-point contact is formed between the sheet, the upper tool head and the V-die, leaving an air gap, so as to achieve the bending requirements by adjusting the upper tool pressing depth and air pressure curve. Flexibility, low tool cost, and fast are the most significant features of air bending, which is suitable for small batches and multi-variety production.
Press brake bottoming
The punch presses the sheet to the bottom so that the plate is in full contact with the V-die to control the rebound and make the bend angle close to theoretical value, which is suitable for high-volume production that requires high precision and high surface quality.
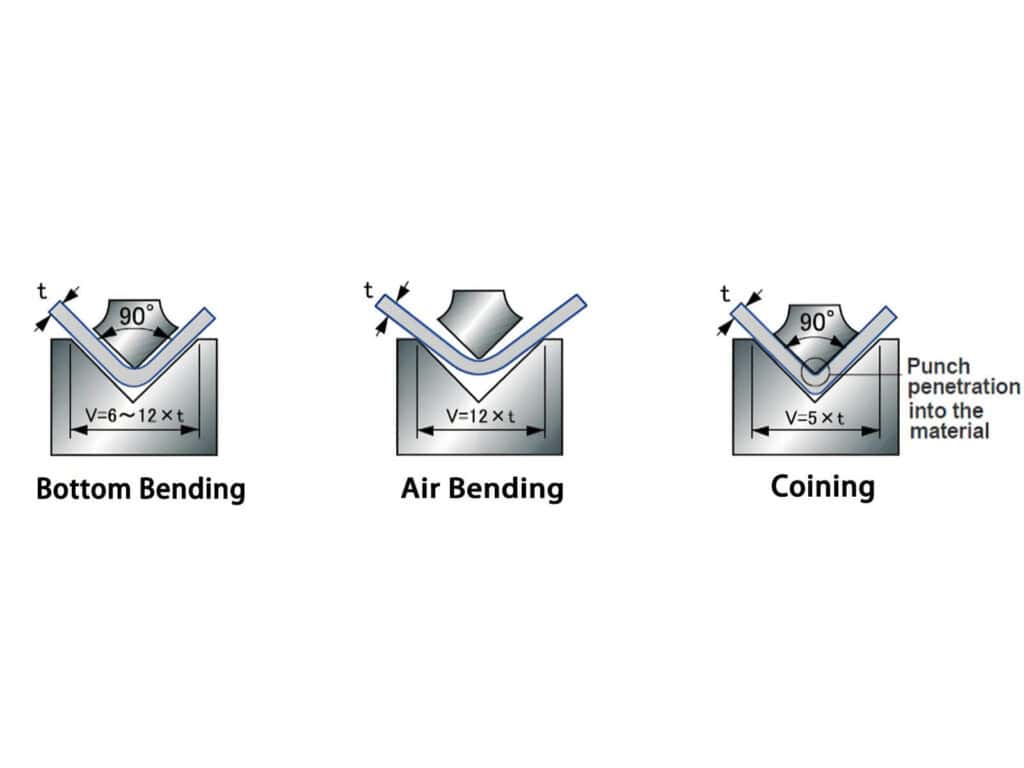
Press brake coining
By applying extreme pressure, the punch makes the plate completely plastically deformed in the tool, and the rebound is almost eliminated, which can achieve high precision and smooth edges with the highest accuracy. It is especially suitable for high-end, small batches but extremely high edge quality scenarios.
Comparison of advantages and disadvantages and applicable scenarios
Air bending
The advantages are wide applicability to plates, flexible and rapid processing, and low cost of replacing tools. The disadvantage is that the accuracy is unstable and is easily affected by factors such as rebound error and material properties. It is suitable for processing small batches, multiple varieties, and fast production.
Bottoming
Relatively high precision, good repeatability, and good stability are the advantages of bottoming, but the disadvantage is that the damage to the tool is very high, and the tool does not have a wide applicability, so the production cost is high. It is suitable for high-volume production that requires high precision and high surface quality.
Coining
It is the highest precision among the three, with extremely high angular stability, and strong adaptability to thick plates and hard materials. The disadvantages are that equipment and tools are expensive, tonnage demand is large, and is often used for high-end applications and low-volume customization.
Because air bending, bottoming, and coining require very different forming forces, tonnage should also be compared before choosing a bending method. For a more detailed force comparison, you can read our guide to press brake tonnage comparison for air bending, bottoming, and coining.
Table summary differences
|
Process type |
Core principles |
Key benefits |
Main disadvantages |
Typical application scenarios |
production costs |
|---|---|---|---|---|---|
|
Air bending |
Three-point contact |
Flexible and fast, low dependence on molds |
The accuracy is unstable |
Small batches, multiple varieties, rapid production |
Low |
|
Bottoming |
Mold bonding |
High accuracy and good stability |
The mold loss is large and the production cost is high |
High volume production with high precision and high surface quality |
High |
|
Coining |
High voltage deformation |
No rebound and highest accuracy |
The mold loss is the greatest and the cost requirements are extremely high |
High-end, small batch sizes that require extremely high edge quality. |
Very high |
Air bending, bottoming, and coining are only three of the most commonly used bending methods. If you want to compare more forming methods such as folding, hemming, rotary bending, three-point bending, U-bending, and wipe bending, you can read our guide to the types of press brake bending processes.
Key parameters of press brake air bending
Selection of upper and lower tools
Upper die
If the bending angle is sharp or you are going to use air bending, you can try the pointed knife type. Production is standardized, no harsh requirements, and the standard 90° punch can solve most of the problems. If you want to produce special sheet metal, the standard punch is not useful, and you can use a special tooling punch.
Bottom die
General or mainstream air bending uses V-dies. If you want to adapt to multi-specification plates and need to reduce die change, you can use multi-V combination tools. In addition, to prevent scratches on stainless steel and aluminum plates, you can use dies with protective pads.
How to Choose the Right V-die Opening
The empirical method states that the opening width of the V-die is 6-8 times the thickness of the plate, and the higher the strength of the material, the greater the pressure of the material, the increase in the opening width. The basic formula is the opening width of the V-die ≈t (sheet thickness) x K. When t is less than or equal to 3mm, K is 6-8; t is greater than or equal to 3mm, less than or equal to 10mm, K is 8-12; t is greater than or equal to 10mm, and K is 10-12.
Bending angle and minimum inner radius requirements
The minimum internal radius R≈k·t, where the k value varies with the material. For example, mild steel is 0.65 and stainless steel is 1.0. In fact, the principle of the minimum inner radius is as follows: choose a smaller inner radius for acute angle bending, and choose a larger inner radius for obtuse angles.
Influence of bending coefficient, plate thickness, and material type
The bending coefficient determines the calculation of the bending allowance BA and the opening length and tolerance distribution of the bent part. Generally speaking, the thicker the plate, the larger the required tonnage and V-die opening width. The rebound and K values corresponding to different material types are different. For example, mild steel has a smaller rebound and usually has a lower K value, while stainless steel has a larger rebound and a larger K-value.
For a deeper explanation of how material thickness affects V-opening selection, bending force, and machine capacity, you can refer to our guide on press brake metal thickness selection.
press brake air bending calculator: How to calculate bend allowance vs. bend deduction
Main formulas for air bending
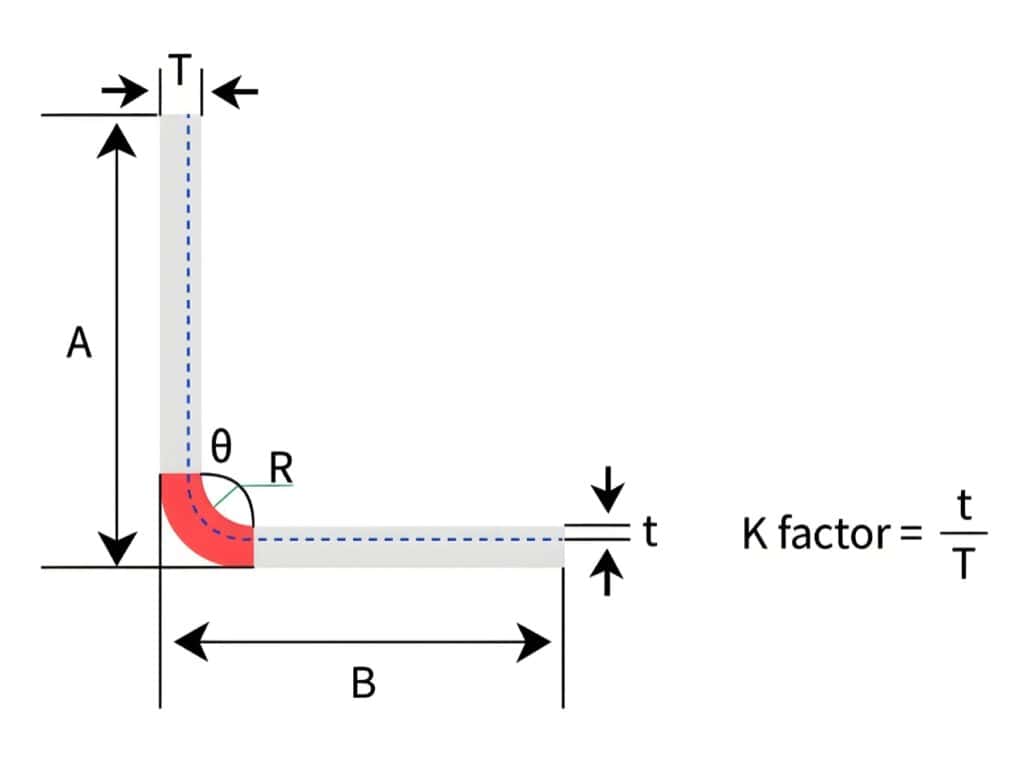
The first formula is bending allowance (BA) = θ·π· (R +K·t) / 180, where θ is the bending angle; R is the inner bending radius; K is a constant; t is the thickness of the plate.The second formula is Bending Deduction (BD) = 2· (R+ t)·tan(θ/ 2) – BA.
Detailed explanation of the meaning of parameters
Bending radius
The radius of the inner bend zone is usually determined by the punch RP and the die geometry. The larger the R, the gentler the bend, and the more controllable the rebound is usually more controllable.
The bend radius directly affects springback, bend allowance, outside dimensions, and the final forming quality of the part. For a deeper explanation of inside radius, outside radius, the 8% rule, and practical radius selection, you can read our guide to press brake bend radius.
Bending coefficient K
k determines the unfolding length of the bending allowance, which is affected by the material type, thickness, processing angle, etc.
Bending allowance
The unfolded length of the curved arc length is used to calculate the dimensions of the final unfolded piece. The larger the BA, the longer the unfolded piece length.
Bending deduction
The total length of the contraction to the two wings directly affects the total dimensions of the bent part. Proper calculation of BD is crucial for the accuracy of CAD/CAM simulations.
Illustrate the basic calculation process with examples
2.0 mm thick stainless steel plate with a bending angle of 90°, an inner radius of R=1.5 mm, and a K of 0.45.
Then BA = 90 × π × (1.5 0.45 × 2.0) / 180≈ 7.54 mm.
BD= 2 × (1.5 2.0) × tan(45°) – BA = -0.54 mm。
At this time, the BD is negative, which theoretically indicates that the calculated BA is too large, so it is necessary to recheck the parameters, adopt the step-by-step bending strategy or adjust the geometry, and choose a new rebound compensation strategy.
Tips and best practices for precise bending
How to reduce the rebound angle error?
It can be controlled by a CNC control system with rebound coefficient compensation or by using segmented air pressure. In practice, you can try to increase the depth of the pressure of the indenter to leave a rebound margin for correction.
Adjust the depth of the indenter for different angles
If you want to adjust the depth of the indenter according to the angle in the long term, you can create an angle and depth mapping table, and query it at any time when needed. According to experience, the tool depth of 90° bending is generally 20~25% of the V-die opening, which decreases when it is greater than 90° and increases when it is greater than 90°.
Methods for handling different materials and thicknesses
The most authoritative method is to establish a material database that records the rebound characteristics under different materials and thicknesses and temperature conditions.
Using CNC press brakes
After the operator inputs parameters such as plates and tools, the CNC control system can automatically calculate the bending depth and rebound compensation value accordingly, and then adjust it in real time based on the real-time data of the sensor. This reduces human error and improves repeatability.
Influence of material consistency on bending accuracy
If there are materials with different material strengths and thicknesses in the same batch, it will affect the final angle of the entire process. Therefore, consistent materials are a factor in ensuring accuracy when processing collectively.
The importance of operator training and experience
Press brake operators with press brake fundamentals, operating knowledge and long-term machining experience can manually fine-tune and improve accuracy based on rebound and material properties.
Daily maintenance and common problem solving ideas
Regularly checking the wear of the upper and lower dies is also very important for accuracy, and secondly, whether there is lubrication treatment directly affects the state of the device during processing.
Conclusion
Press brake air bending occupies a very important position in modern sheet metal technology, it not only has very flexible production performance, has precision and quality for the processing of plates, and the production cost is also very low compared to other methods, suitable for the manufacture of most sheet metal devices.
As a press brake manufacturer, Raymax not only has a strong international presence, but also provides customers in the metalworking industry with a comprehensive range of technologies, including air bending.
If you have any questions or have the intention to purchase related machines, welcome to contact us, we guarantee customers a good service attitude and after-sales service to help customers in daily processing.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
FAQ








Related Blog
-1024x768.jpg)
10 Common Press Brake Air Bending Problems: Causes, Troubleshooting, and Fixes

a guide to 11 Types of press brake bending process
Air Bending vs Bottom Bending vs Coining: Which Press Brake Bending Method Is Right for You?
Bend Allowance vs Bend Deduction vs K-Factor: How to Calculate Sheet Metal Flat Patterns (With Examples)

Definition of press brake tool material

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues
-1024x768.jpg)
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
-1024x768.jpg)
How to Measure Press Brake Bending Angle: Tools, Methods & Calibration Pitfalls
How to Reduce Springback in Press Brake Bending (SS/AL/MS Checklist)
-1-1024x768.jpg)
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist

How to Use a Press Brake Machine for Precise Bending

Non-Marking Press Brake Bending: How to Prevent Scratches on Brushed, Mirror-Finish & Film-Protected Sheets
Post Your Review
Share Your Thoughts And Feelings With Others