
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
The back gauge is a key component in the press brake. Its main function is to ensure the accurate positioning of the metal plate during the processing.The back gauge has high flexibility and can meet different processing requirements while minimizing human errors and rework rates,and also reduces material waste,thereby improving overall production efficiency.
What is the back gauge of the press brake
Definition and purpose of the back gauge of the press brake
The back gauge of the press brake is a mechanical system and a key tool in the metal processing industry.It is mainly used for accurate workpiece positioning to ensure the accuracy of the bending work of the metal sheet.Its purpose is to ensure that each bend can meet the bending requirements and reduce the rework rate caused by errors.
Core functions and importance of press brake operation
The core function of the back gauge is that it can be quickly and accurately reset and coordinated with other parts of the machine to better match different press brake metal thicknesses and material types.The back gauge accuracy and flexibility can also help us greatly improve the bending production efficiency and ensure the quality of the finished workpiece.
Types of back gauges

Manual press brake back gauge
The manual brake press back gauge is the simplest type of back gauge in the press brake bending machine.As the name implies,it is a type of back gauge that is completely manually operated by the operator.Therefore,the whole process is relatively time-consuming and labor-intensive.The advantage is that the budget is sufficient.Because this type of back gauge is affordable,it is mostly used in small workshops,especially in prototype bending processing occasions where the number of bends is relatively small.
CNC press brake back gauge
The CNC back gauge is controlled by a computer,and the instructions are sent to the back gauge operation through precise calculations,which ultimately forms a repeatable and high-precision bending operation.The CNC press brake back gauge is suitable for working environments with large-scale production,high efficiency and relatively complex bending requirements.Such as:processing of automotive sheet metal parts.
In addition,the CNC brake press back gauge is divided into three types:single-axis,double-axis and multi-axis:
In a CNC press brake, the number of backgauge axes is usually not considered separately. It is often combined with the Y1/Y2 ram axes to define the machine’s overall axis configuration. For example, a typical 4-axis press brake usually includes the Y1/Y2 ram axes and the X/R backgauge axes.
Robot back gauge
Because the robot backgauge uses advanced bending technology to locate and handle the workpiece,it also makes the bending work more automated.It is more suitable for high-speed and high-precision bending work,such as the automotive and aerospace industries or large-scale production.
Wireless press brake back gauge
The operation of the wireless brake press backgauge is more flexible.It is remotely programmed and controlled through a wireless network,and it also allows the operator to work in a freer space,so it is more suitable for more complex and changeable working environments,such as large manufacturing workshops or handling oversized materials.
Function and Application Comparison
Different types of back gauges have different effects in terms of functions and usage scenarios.When purchasing a system,we can combine actual needs and choose the appropriate back gauge,which can also help us improve production efficiency and production accuracy.
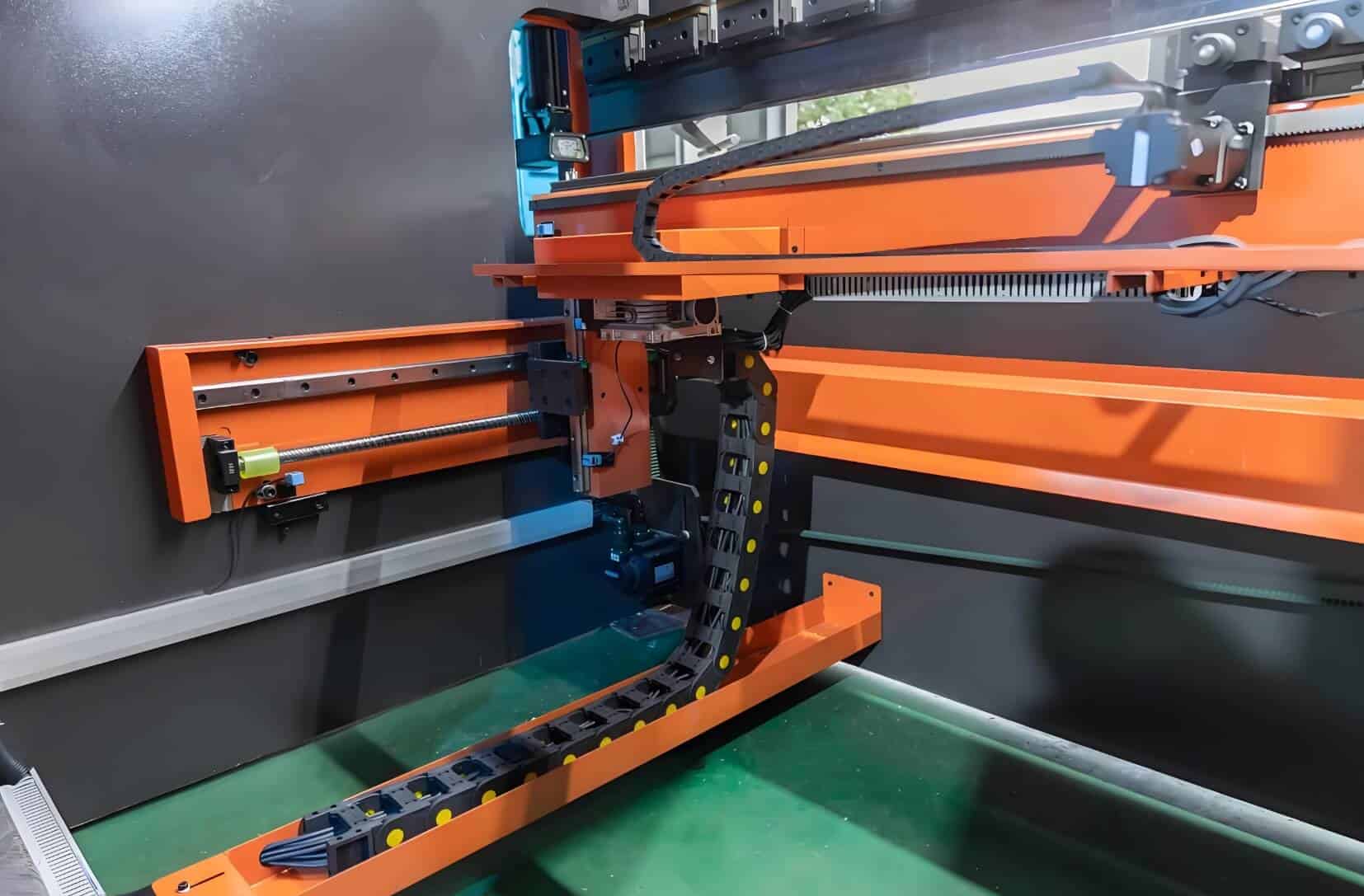
Key components of the back gauge system
Crossbeam
The crossbeam is a key component of the back gauge system.It provides vital support and calibration for other components of the back gauge system.In order to ensure stability and rigidity during the bending process,the crossbeam is generally forged from high-strength steel,which also improves the processing accuracy to a certain extent.
Screw mechanism
The screw mechanism is the movement mechanism of the back gauge,which can convert rotational motion into linear motion with minimal friction.The accuracy of the screw is an important factor affecting the overall performance of the press brake bending machine,which ensures the consistency and accuracy of each bend.
Engine (motor )
The engine is also called a motor,which is responsible for driving the movement of the back gauge.These motors provide torque and speed control for the back gauge,helping the back gauge to achieve precise positioning.These systems generally have high response speed and stability,and can basically meet the requirements of high-precision work.
Stopper claws and blocks
The stopper claws and blocks directly contact the workpiece and are generally installed on the back gauge.They can also be adjusted to different positions to match different bending sizes.The stopper claws and blocks can withstand repeated use and can ensure the stability of the workpiece during the bending process.
Guide rails and sliders
The correct calibration and maintenance of the guide rails are crucial for the back gauge.Its smooth and precise movement can provide a stable path,which can ensure that the back gauge can slide smoothly during adjustment and operation,and reduce friction and wear to a certain extent.
Mechanism and motion
The motion mechanism of the back gauge is driven by a motor,and the power is transmitted to the lead screw through the motor.The coordinated combination of the motor,lead screw and guide rails can ensure that the back gauge can accurately position the workpiece in each bending operation,greatly improving the response speed,accuracy and durability during the work process.
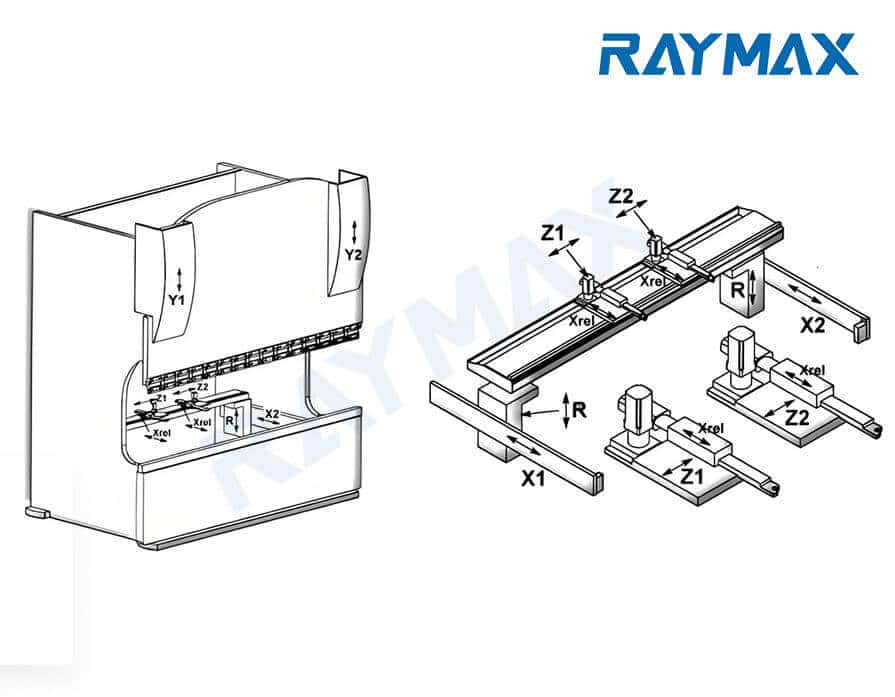
Axis and Control
The control mechanism of the back gauge system is to feedback real-time data through sensors and control devices. The back gauge of a modern press brake can control operations on multiple axes to ensure accurate positioning of the workpiece.
If you want to better understand how the backgauge works together with the frame, ram, worktable, hydraulic system, and control system, you can read our press brake structural components guide to see how the machine works from a complete structural perspective.
The importance of using a back gauge
The importance of using a back gauge includes many aspects, such as:

Calibration and maintenance of the back gauge of a press brake
Steps for back gauge calibration
The steps for back gauge calibration are:check the equipment status;connect the measuring tool;adjust the position of the back gauge.
Back gauge maintenance guide
Back gauge maintenance includes daily,weekly and monthly regular inspections and clearances,lubrication of lead screws and guide rails,detection of motor operation and component functions,removal of debris and keeping moving parts flexible.
Back gauge calibration frequency
The number of back gauge calibrations can be planned according to the frequency of use and the type of material.In order to ensure a stable working state,we can calibrate once a week or month.
Conclusion
Seeing this,I believe you have a certain understanding of the definition of the back gauge of the press brake and how to select it.If you are considering buying a press brake bending machine with a back gauge system,I hope the above content can help you the most.In addition,if you are still not sure which press brake model is suitable for you,you can choose to contact us directly.RAYMAX’s technicians are online 7*24 hours a day to provide you with free technical services!
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Common problems and solutions ( FAQ )








Related Blog
Press Brake FAT/SAT Acceptance Checklist: Accuracy Tests, Tolerance & Documentation
Press Brake Price Guide 2026: Cost Factors, Options & Accurate Quotes

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues
CNC press brake axis: Mastering Configurations from 2-Axis to 8+1 for Pro Results

How to Choose a Press Brake Control System? Function, Brand & Buying Guide (Including Delem/ESA)
Press Brake Repeatability vs Accuracy: Definitions, Test Methods & Common Misunderstandings
-1024x768.jpg)
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors

NC vs CNC Press Brake: Key Differences, Selection Guide, and Industry Applications
-1-1024x768.jpg)
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist
-1024x768.jpg)
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions

Press Brake Crowning Explained: Deflection, Angle Variation, Adjustment & System Comparison

One Article to Master CNC Press Brakes: Types, Workflow, Structure & Buying Tips
Post Your Review
Share Your Thoughts And Feelings With Others