
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
The back gauge is a key component in the press brake that provides support and positioning to ensure that the metal sheet is pressed into the correct angle and shape when bending.As a bending reference point, it can greatly reduce manual measurement errors.For mass production, it can maintain accuracy and improve production efficiency.
CNC back gauges for press brake provide higher positioning accuracy than traditional systems, up to±0.01mm and better.It provides rapid change settings during the production process and is suitable for various production needs.With advanced computer systems, CNC back gauges directly read data, which reduces the possibility of human operation and data errors compared to traditional ones, and the overall production safety and efficiency are guaranteed.
Today, the editor will introduce the concept, common configuration, installation and use methods, common faults and back gauge selection methods of CNC back gauges one by one, and take you to have a deep understanding of this component.
What is the press brake back gauge?
Definition of press brake back gauge
The press brake back gauge is an important component installed at the back of the press brake to help position and support the workpiece during bending.It is because of its existence that the bending position of the plate can be precisely controlled.
Main functions of the brake press back gauge

Analysis of the types of brake press back gauges
Manual back gauge
The operator manually adjusts the positioning distance to achieve the purpose of production.This type of back gauge is usually used in small-scale production or factories with limited budgets.Its advantages are simple structure, lowest initial investment cost, and easy maintenance.But at the same time, low efficiency and large errors are inevitable.
CNC back gauge
CNC back gauge uses computer control to achieve automatic and precise positioning, reducing human intervention factors in the production process to achieve bending technology.Suitable for factories with large quantities and multiple varieties and high requirements for precision and efficiency.Generally speaking, there are few disadvantages.High efficiency, high automation and high precision are the biggest selling points of CNC backgauges.
Hybrid system
Hybrid backgauges combine manual and CNC functions.Some axes are controlled by computer numerical control, and the remaining axes are manually controlled.Suitable for projects that require flexibility and can maintain a certain degree of automation.The advantage is that it provides a certain degree of automation and can avoid budget limits.
Wireless system
Compared with wired systems, wireless systems enhance operator flexibility and are suitable for scenarios that require frequent adjustments.However, this system may bring about the problem of high costs.
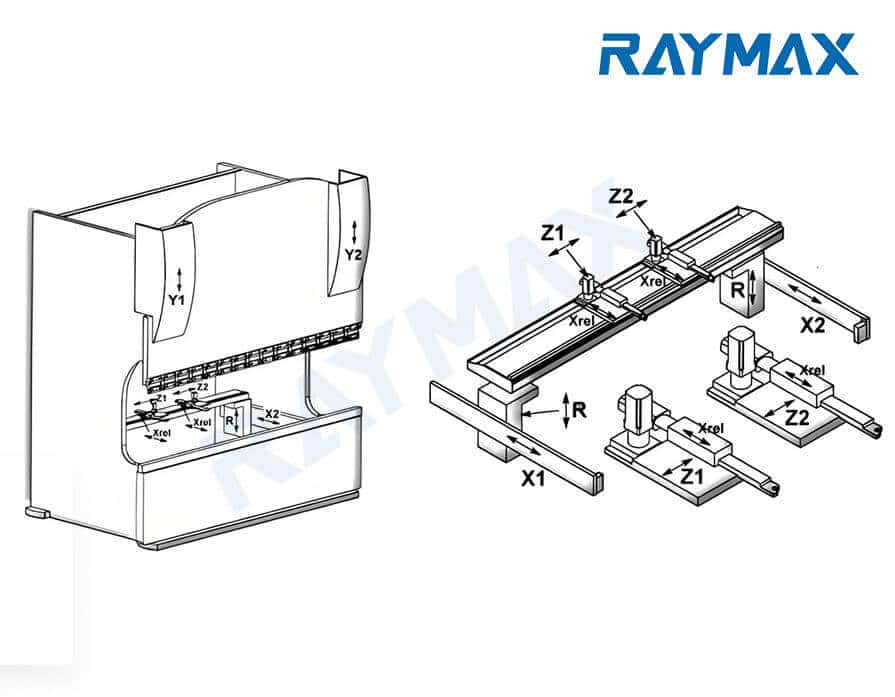
Multi-axis configuration of CNC backgauges
Different axial functions and application scenarios such as X, Y, R, Z1/Z2, V
Comparison of advantages and disadvantages of each axis configuration

Installation and use of press brake CNC back gauge
Precautions for installation of CNC back gauge for press brake
First, turn off the power of the equipment to prevent the risk of leakage, and clean the surface of the equipment for subsequent installation operations.
Second, check the installation dimensions and specifications to ensure that the back gauge is fully compatible with the existing press brake.
Finally, leave enough space for operation to ensure smooth operation.
Initial setting process of CNC back gauge for press brake
First, position the equipment:fix the basic bracket to ensure that the horizontal and vertical degrees can enable the CNC back gauge to be installed smoothly to prevent the accuracy from being affected by imbalance.
Second, start installing the back gauge:the press brake operator carefully installs the guide rail, positioning frame, lead screw and servo cable of the back gauge according to the instructions, and connects it to the motor or hydraulic system.
Then, perform initial calibration:after power on, the”return to zero”and”repeat calibration”program settings are required to ensure that all axes are accurately returned to their positions.
Finally, conduct a trial run and inspection:the operator loads the mold and adjusts the gear position to the preset value position to conduct a bending process attempt.After completion, the axis positioning is checked to determine whether it is accurate and the movement is smooth. If the backgauge accuracy of the press brake is not properly adjusted, please refer to our article on Press Brake Backgauge Accuracy Troubleshooting.
Programming and adjustment method of CNC back gauge
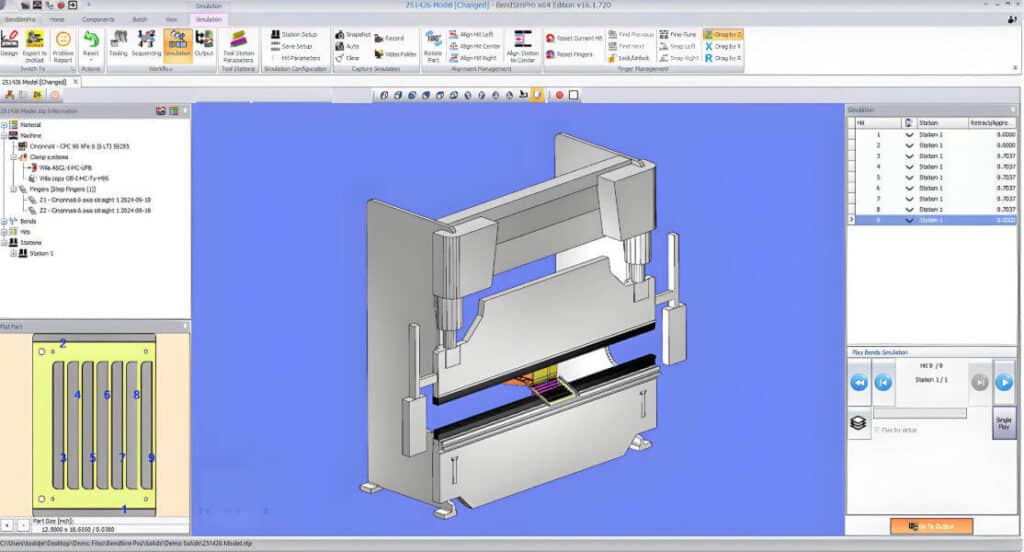
Input bending workpiece parameters such as thickness and bending angle in the CNC system interface, analyze and select the appropriate bending method according to the processing requirements, select the operating axis and plan the processing path according to the design workpiece drawing, and then simulate the operation.It is wrong to use waste workpieces.If the workpiece is processed incorrectly, repeatedly adjust the zero point and stroke deviation of each axis to the expected effect.
In this process, press brake software plays an important role in parameter input, bending sequence planning, axis coordination, and simulation before actual production.
Basic operation method of CNC numerical control system
The importance of accuracy and calibration
The accuracy range of press brake CNC back gauge
Depending on the high-quality screw rods, guide rails and closed-loop control systems of many axes, the standard positioning accuracy of press brake CNC back gauge can reach ±0.01 mm, and the error of high-end models is sometimes even less than ±0.005 mm.
Common sources of error
Calibration steps overview

Common faults and solutions for press brake CNC back gauge
Noise, positioning deviation, abnormal electronic control, etc.
Noise: If the back gauge makes abnormal friction noise during operation, it may be caused by insufficient lubrication, loose blocks or wear and aging of parts.Lubricating oil should be actively added.
Position deviation: Position deviation is caused by hardware failure or CNC program error.
Electronic control abnormality: Servo overload or voltage fluctuation are factors that cause electronic control abnormality.After the problem occurs, the power supply and program settings should be checked.
Maintenance suggestions
Tightening inspection:Regularly check and tighten the back gauge screws to ensure that the mechanical connection and transmission structure are stable and avoid noise and positioning deviation caused by looseness.
Lubrication maintenance:Use special lubricants to drip on the guide slider or screws to avoid jamming and excessive wear and keep the mechanical parts moving smoothly.
Check the synchronous belt and CNC system:The synchronous belt generally has a service life of 2-3 years.It needs to be replaced in time after wear to ensure synchronization and coordination.When the CNC system fails, the manufacturer should be contacted to eliminate encoder, drive or communication abnormalities and call back parameters.
Daily maintenance suggestions
Cleaning: The back gauge structure accumulates a lot of dust.Dust and chips should be removed in time after use to keep the machine running fast for a long time.
Lubrication: Refer to the manufacturer’s recommendations to regularly add an appropriate amount of grease to the guide rails, screws and other components to ensure the normal operation of each component and avoid wear.
Regular calibration: Calibration, zero return and repeated positioning accuracy detection are essential.It is recommended to implement them every once in a while to improve the press brake repeatability and accuracy.
Safety training: Conduct electrical isolation training for operators, basic requirements for wearing protective gear, and standardized operations for power off during maintenance and debugging.
What are the key considerations when purchasing a press brake back gauge?
Type selection
Selection of the number of axes
Accuracy and speed
The positioning accuracy of CNC back gauge is related to the quality and accuracy of the product.Good positioning accuracy can make the error reach ±0.01mm or finer, reducing the loss caused by processing.The press brake controller movement speed and axis drive performance determine the speed of the entire process.High efficiency meets the production requirements of the enterprise.The faster the bending speed, the less likely it is to drag down the entire process manufacturing.
Compatibility
Before purchasing, confirm whether the back gauge matches the machine tool interface, sensor, etc., and whether it is harmonious with the machine tool control system.If necessary, contact the original manufacturer for technical details to avoid unnecessary modifications.
Durability:Material/Design Structure and Maintenance Ease
Prefer highly durable guide rails, ball screws and other materials, branded servo components, industrial-grade synchronous components and modular structures to ensure long-term stability and maintenance ease.
Cost Budget and Return on Investment
The initial investment cost of CNC backgauges is high, but the long-term efficiency is quite high.It plays an excellent role in improving production efficiency, reducing waste, and reducing labor costs.Before purchasing, it is necessary to analyze the long-term production volume, combine factors such as labor costs and maintenance costs, and comprehensively consider them within the budget to seek a better solution.
Conclusion
As a key auxiliary equipment for press brakes, the backgauge system provides high precision and high efficiency for sheet metal bending, greatly reducing labor costs.If you already have a press brake, you can consider upgrading to a CNC backgauge to improve the degree of digitization and automation of existing processing to meet increasingly complex production needs.If you currently do not have equipment and want to find a new system, it is recommended to configure a reasonable number of axes according to the workpiece requirements and choose a reasonable control method.
The above is a detailed introduction by the editor today about the press brake back gauge and its subdivision into the CNC back gauge. For more knowledge about press brakes and fiber laser cutting machines, you can follow our blog updates. As a manufacturer of fiber laser cutting machines and press brakes, RAYMAX is committed to expanding its influence while also providing more, more professional, and more comprehensive knowledge of CNC machinery for friends in the metal processing industry. If you experience any unresolved issues or are interested in purchasing related machines, please feel free to contact us at any time. RAYMAX offers free technical support services 24 hours a day, 7 days a week! Looking forward to your letter!
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
FAQ ( Frequently Asked Questions )








Related Blog

The Ultimate Guide to Press Brake Safety Devices and Guidelines for 2025

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues
Press Brake Guarding Systems & Requirements: OSHA & ANSI Safety Guide
-1024x768.jpg)
Press Brake Crowning Troubleshooting: Fix Uneven Bend Angles Across Long Parts
-1-1024x768.jpg)
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist
CNC press brake axis: Mastering Configurations from 2-Axis to 8+1 for Pro Results

NC vs CNC Press Brake: Key Differences, Selection Guide, and Industry Applications
-1024x768.jpg)
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors

What is a 4 Axis Press Brake? Configuration, Advantages and Uses analysis
Press Brake Software: Basics, Implementation, Examples & Selection Guide

How to Choose a Press Brake Control System? Function, Brand & Buying Guide (Including Delem/ESA)
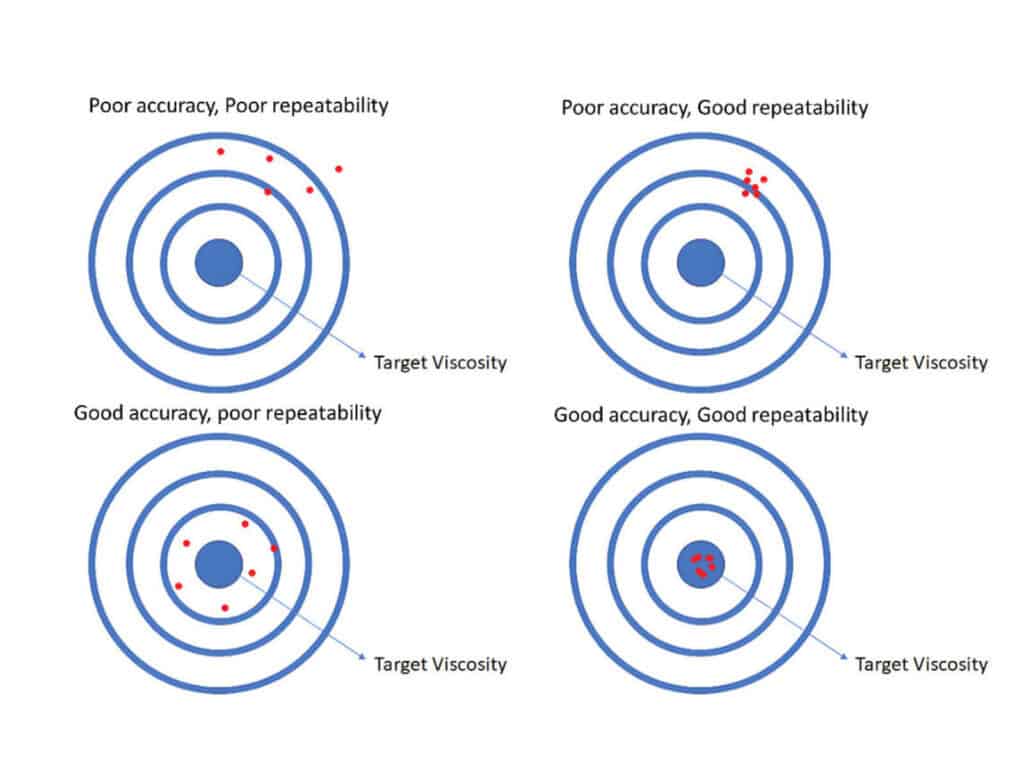
Press Brake Repeatability vs Accuracy: Definitions, Test Methods & Common Misunderstandings
Post Your Review
Share Your Thoughts And Feelings With Others