
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Quick Answer
Accuracy refers to how closely the press brake’s bending result matches the target angle or dimension. Repeatability refers to whether the machine can deliver consistent results on the 1st, 50th, and 100th parts during continuous production. For mass production, what really affects profitability is usually not the accuracy of the first part, but the machine’s long-term repeatability.
In air bending, the bend angle is highly sensitive to ram repeatability. In coining, although the springback of the material is small, the requirements for frame rigidity and machine tonnage will be higher. Related technical reading: How to Set Up a Press Brake Correctly
Why are buyers so prone to mixing up these two concepts?
Many manufacturers only promote “high precision” when introducing their products, but never talk about “batch repeatability”. So, during the machine trial, the first piece produced was indeed perfect, but when you bought the equipment and started mass production, you found that the angle and size began to drift, resulting in inconsistent mass production.
For buyers, this is indeed a risk point that requires special attention, because what truly affects our profits is not the numbers on the parameter table, but the rework, scrap, machine setup time, and delivery pressure caused by long-term mass production.
What is Press Brake Accuracy? What is Press Brake Repeatability?
What is accuracy?
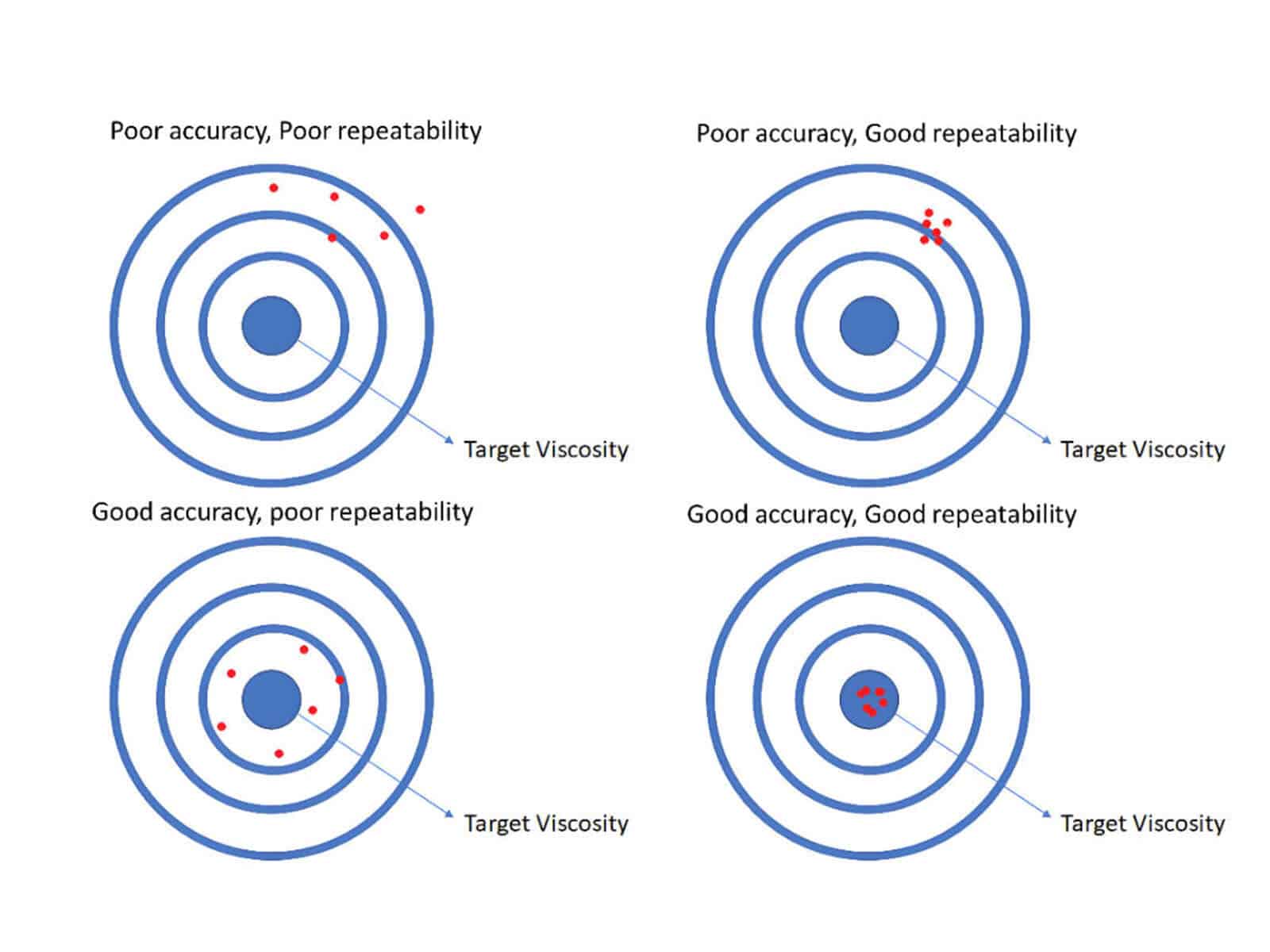
Accuracy refers to the ability of a machine to approach the target value, which can be likened to the proximity of a bullet to the center of the target during shooting. For example, if our target angle is 90 ° and the bent angle is 90.1 °, then this 0.1 ° is the accuracy error, just like the distance a bullet deviates from the center of the target. Of course, accuracy is not only reflected in the angle, but also includes dimensions, flange length, actual forming results under load, and so on.
What is Repeatability?
Repeatability refers to a machine’s ability to obtain the same result each time after repeated operations. This is like shooting a target, where the shooter fires 10 shots in a row and the bullets are concentrated at the same point near the bullseye, even if the point is not at the bullseye. The distribution of these bullets is very concentrated, indicating that the shooter has good stability and repeatability.
For example, if we bend 20 parts in a row and the error is very close each time, it indicates that the machine has good repeatability.
Why does displaying accurate position not necessarily mean accurate bending?
An accurate CNC display only means the axis position is being shown accurately, but it does not necessarily mean that the final bent part is accurate. Because during actual bending, factors such as material quality, thickness, tooling, springback, and deformation under stress may all affect the final angle and size of the workpiece.
What is the real difference between accuracy and repeatability?
High Accuracy + Low Repeatability
This situation is similar to occasionally hitting the bullseye, but bullets fly randomly. This type of machine is especially difficult to manage in production because its deviations are random and unpredictable, and program corrections are difficult to be effective in the long run. If you are seeing this in production, our press brake angle troubleshooting guide shows what to check first.
Low Accuracy + High Repeatability
This situation is similar to bullets hitting the upper left corner of the target steadily every time, although they do not hit the target center, the distribution of bullets is very concentrated. This usually indicates that the machine itself has good stability, but the system parameters, compensation values, tooling selection, or process database have not been adjusted yet. The operator needs to input compensation values or process corrections in the CNC system to turn it into a high-precision, high repeatability machine.
High Accuracy + High Repeatability
Similar to every bullet hitting the bullseye perfectly. Not only does it approach the target value in accuracy, but it also maintains consistency in continuous production. For many enterprises engaged in mass production, this type of machine is the ultimate pursuit.
Low Accuracy + Low Repeatability
Similar to each bullet landing point being off center and scattered. This type of machine usually has multiple issues related to tooling, compensation, maintenance, or machine condition, which is a machine that we absolutely need to avoid.
We should remember one key point: a machine with high repeatability but low accuracy can often be corrected through program compensation, while a machine with high accuracy but low repeatability is far more troublesome in mass production.
Why is repeatability often more important than absolute accuracy in mass production?
A qualified first part does not guarantee stable mass production
When testing the machine, the beautiful samples produced only represent the machine’s ability to produce good products, but it does not mean that it can still maintain high repeatability in mass production, such as making the 20th and 100th pieces. The level of a press brake mainly depends on its stability during continuous operation, rather than just whether the accuracy of a single piece is qualified.
What problems can poor repeatability cause?
Poor repeatability increases both production costs and operational risks. Specifically manifested in:
Automation and robotic bending rely more on repeatability
For automation and robotic bending cells, repeatability is often more important. Because robots do not have the ability to make on-site corrections based on subtle changes in angle like experienced masters. So, in the bending scenario of automated production lines, the output of the machine should be kept as consistent as possible.
What core factors determine the stability and accuracy of a press brake?
Summary of Stability and Accuracy Standard Testing Methods for Professional Manufacturers
Back gauge Positioning Repeatability Test
After moving the back gauge repeatedly between different positions, return it to the same reference position, and then use measuring tools such as a dial gauge, caliper, or gauge block to measure the positioning deviation and repeatability deviation of each round trip.
Ram / Y-Axis Positioning and Synchronization Test
Install high-precision linear scales at the corresponding positions of Y1/Y2 axes on both sides of the ram. They act as the “eyes” of the ram and can monitor its position in real time. Through a high-precision feedback system, the data is fed back to the CNC system to achieve closed-loop control. This can also be combined with laser measurement equipment to verify whether Y1 and Y2 are synchronized.
Actual Bend Angle Test
Select materials with standard thickness and strength, use standard punch and die setup, and then perform trial bending according to standard procedures. Then, measure the actual angle after bending with a high-precision digital angle gauge.
Left-Center-Right Consistency Test for Long Workpieces
Select a workpiece with a length of more than 3 meters for bending. After the part is bent, we need to measure the angles of multiple points on the left, middle, and right of the finished product to check if they are consistent. This is the key to verifying the ability of the deflection compensation system and the rigidity of the frame.
Continuous batch testing
Continuously bend 10, 30 or even more identical workpieces, record the key data such as angle and size of each piece, and evaluate the maximum variation range. The batch data obtained in this way is more convincing than any single sample.
Load testing is more valuable than no-load testing
The no-load parameters can only indicate whether there are any mechanical and control problems with the machine, while what customers really need is testing that is close to the actual working conditions, especially for long parts, high-tonnage applications, appearance-sensitive parts, and jobs requiring high consistency. The performance under load conditions can show the true performance of the machine and be closer to the real production results.

Avoiding pitfalls guide: 6 common misconceptions about bending accuracy
Misconception 1: First piece qualification=high machine precision
Wrong. The first qualified piece only indicates that the work was done correctly this time, but it does not mean that the machine is still stable in continuous batch production.
Misconception 2: If a CNC system is good, the overall accuracy of the machine must be high
Wrong. The CNC system is certainly important, but the rigidity of the frame, compensation system, position feedback system, tooling condition, material fluctuations, and springback can all affect the actual forming results.
Misconception 3: Inaccurate angles must be a machine problem
Wrong. Press brake tooling wear, fluctuations in sheet thickness, and changes in material springback may also lead to angular deviations.
Misconception 4: High Repeatability Equals High Accuracy
Wrong. If the machine consistently deviates by 0.5 ° each time, it can only indicate high repeatability, but it has not achieved the target accuracy. Compensation values need to be entered into the CNC system.
Misconception 5: If the display position is accurate, the actual bending must also be accurate
Wrong. Accurate no-load positioning does not mean accurate forming with load. The actual bending may be affected by the stress on the frame, materials, and tooling.
Misconception 6: Accurate angle means the whole machine is accurate
Wrong. It also depends on whether the flange size is accurate, whether the left and right angles are consistent, and whether the middle and two ends of the long workpiece have consistent angles.
Manufacturer’s Record: How do Raymax engineers test accuracy before leaving the factory?
Test 1: Repeat positioning test of ram (Y-axis)
In the Raymax workshop, our quality control engineers not only rely on visual observation, but also use high-precision dial gauges positioned directly against the ram. We then run the ram up and down dozens of times under no-load and simulated load conditions. We ultimately only look at the difference between the maximum and minimum values displayed on the dial gauge during the entire testing process, which is the total range, to verify the ram’s return repeatability after multiple back and forth movements, rather than just judging from a single reading.
Test 2: Back gauge return consistency test
We run the back gauge repeatedly at full speed across its travel range. Next, we use a dial gauge to check if there is any mechanical drift when it returns to the origin.
Test 3: Full length and continuous batch testing of long workpieces
We never judge a machine’s repeatability based on the first product tested in the cold machine state. For key configurations or customer specified working conditions, we conduct load testing, long workpiece consistency verification, and continuous batch testing to be closer to real production scenarios, in order to verify the actual effect of the mechanical compensation system and observe whether the angle consistency of the long workpiece in the left, middle, and right positions is within a reasonable control range.
Not sure whether your complex part drawings can be bent accurately? Feel free to send your drawings to the Raymax technical team. Our engineers can prepare one-on-one sample tests according to your application scenario and record exclusive precision testing videos!
What are the differences in the focus of Accuracy and Repeatability under different bending methods?
Air Bending
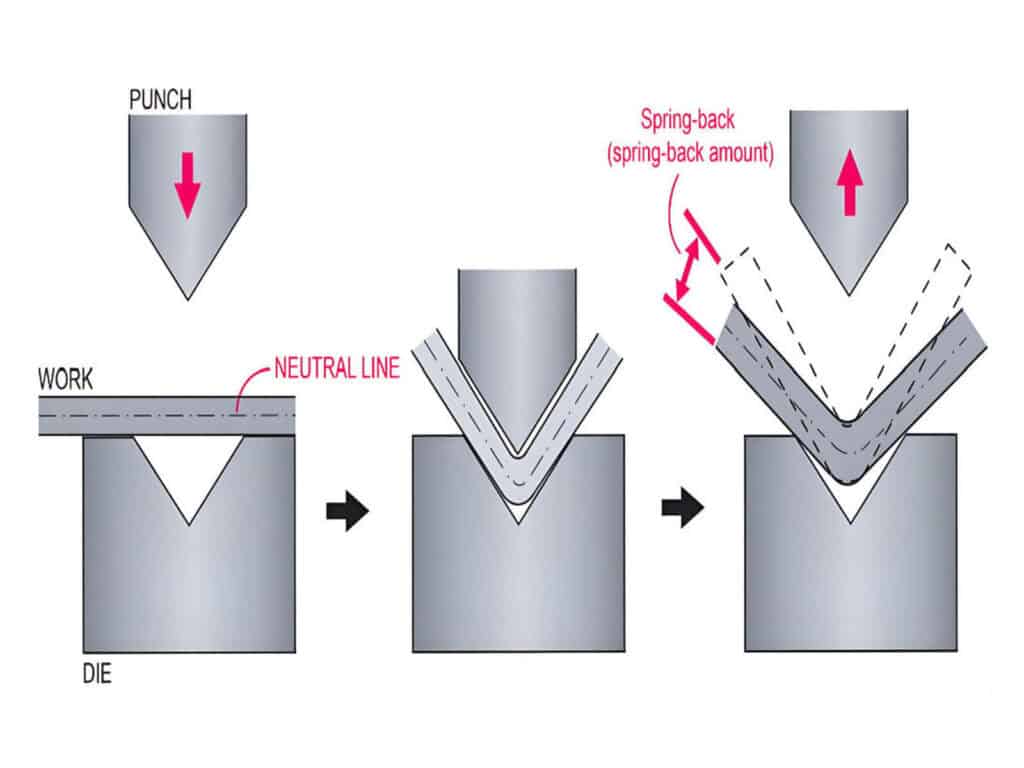
Air bending is the most flexible, but it is more sensitive to material fluctuations and springback, and relies more on springback compensation and the ram repeatability.
Bottoming
In Bottoming, the material and tooling come into contact more fully, with less springback and higher angular accuracy, but it also places higher demands on tooling matching.
Coining
Coining completely presses the material into the lower die, providing more direct and stable angle control of the material. But the cost is a significant increase in tonnage, which makes it more sensitive to equipment rigidity, tooling life, and surface indentation risk.
( Related technical reading: which bending method gives better angle consistency )
Procurement Guide: Three essential questions to ask the manufacturer during machine inspection
Key question 1: Is the accuracy you claim based on no-load testing or loaded bending tests?
This question quickly reveals whether a supplier only knows how to sell specifications or truly understands real production conditions. Truly reliable manufacturers will verify machine accuracy by combining testing conditions, material conditions, and load conditions.
Key question 2: For workpieces over 3 meters long, how do you ensure that the angle between the middle and both ends is consistent?
If the seller cannot explain clearly the angle testing, deflection compensation, and other aspects of long workpieces, then their ability to control long-part bending accuracy may not be mature enough.
Key question 3: Can you provide measured data for 50 consecutive back gauge positioning repeatability cycles?
Many angle drift problems often arise from the positioning repeatability of the back gauge. Sellers who are willing to provide actual test data are more trustworthy than those who only make verbal promises.
( Related technical reading: bending accuracy checklist )

Why Raymax can back this up
A truly reliable manufacturer will not only provide you with a parameter table, but will also provide you with testing methods, testing scenarios, and actual test results. Raymax provides:
What Raymax can offer: We not only provide various models of press brake machine , but also recommend suitable tonnage, number of controlled axes, die opening, and configuration solutions based on the type of workpiece, plate thickness, and output of your daily bending. Make your machine closer to your production needs.
Conclusion
The value of an excellent press brake is not only reflected in its ability to bend the first piece accurately, but more importantly, its ability to maintain consistency between the first piece and the first 10000 parts as much as possible. In actual mass production, the repeatability of the press brake is often more important than the absolute accuracy of a single operation.
If you are currently looking to purchase a press brake suitable for mass production, it is recommended that you do not only focus on the numbers on the parameter table. You can send your drawings, materials, plate thickness, and precision requirements to Raymax, and we will recommend suitable models and configuration solutions based on your actual application scenario. For more on press brake basics and machine accuracy concepts, read our press brake fundamentals guide!
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog
Press Brake Crowning Troubleshooting: Fix Uneven Bend Angles Across Long Parts
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
How to Measure Press Brake Bending Angle: Tools, Methods & Calibration Pitfalls
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors
Why Is My Press Brake Angle Inaccurate? Common Causes, Diagnosis Flowchart & Fix Priority

Non-Marking Press Brake Bending: How to Prevent Scratches on Brushed, Mirror-Finish & Film-Protected Sheets

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect
How to Reduce Springback in Press Brake Bending (SS/AL/MS Checklist)

Press Brake Crowning Explained: Deflection, Angle Variation, Adjustment & System Comparison

Press Brake for Elevator Panels: How to Achieve No-Mark Bending & Perfect Long-Panel Angle Consistency

Press Brake for Automotive Sheet Metal Parts: Springback Control, Mark-Free Tooling & Hemming
Post Your Review
Share Your Thoughts And Feelings With Others