
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
In the modern metal processing industry, the press brake is a widely used piece of equipment. It enables precise multi-angle bending and complex forms in sheet metal for steel plate, aluminum, stainless steel and other materials to meet drawing requirements. It is widely used in automobile, household appliances, construction, aviation and other manufacturing industries. Mastering the basic knowledge of press brake is very important for newcomers and experienced operators. This article will deeply discuss the type, working principle, operation mode and common applications of the press brake, and lead you to understand the press brake in an all-round way.
What is a press brake?
definition of press brake
Press brake is a kind of equipment that will exert strong pressure on the metal plate to make it bend, and achieve the required bending angle and shape through the tool. Common press brakes include hydraulic press brake, mechanical press brake and electric press brake.
working principle of press brake
The working principle of the press brake can be divided into five steps. The core is to bend the metal plate into the shape we want by precisely controlling the force and action.

Main Components of a Press Brake
Frame
The frame is the main structure of the whole press brake. It plays the bearing role of the foundation, can bear huge forces, and ensures the stability and strength of the equipment.
Tooling
The press brake tooling mainly includes the punch and the lower die.
Back Gauge
It is used to accurately position the metal plate before bending. It can ensure that the workpiece always maintains the correct position during the bending process and maintain the accuracy and consistency of bending.
Operation panel and control system
The operation panel is the key interface between the operator and the press brake, which usually includes buttons, touch screens, etc. The modern press brake is equipped with CNC control system, which can accurately control the parameters such as pressure, angle and back gauge position, improve the flexibility and accuracy of operation and reduce the error in manual operation.
Difference between hydraulic system and electric system:
Ram
It is the key component to exert force on the metal plate. Through the vertical movement of the ram, the movement of the punch is controlled to bend the plate to the required angle. Its accuracy and stability directly affect the quality of bending.
Workbench / bed
The operating platform of the machine plays a role of positioning and supporting the metal sheet to be bent. The design and material of the workbench will directly affect the accuracy and stability in the bending process, so it should have strong rigidity and flatness.
|
parts |
effect |
What is most affected |
Common issues |
|---|---|---|---|
|
Rack frame |
Load bearing and deformation resistance to ensure rigidity |
Long part consistency |
Insufficient rigidity → intermediate angle deviation |
|
Ram |
Drive the punch to press down |
Angle consistency / repeatability |
Abnormal clearance / synchronization / parallelism |
|
Bed |
supports the V-die and provides a reference surface |
Straightness / stability |
Flatness and deflection amplification error |
|
Tooling |
Determine angle / inner r/ interference |
Internal r/ surface / crack risk |
Wrong selection of V-die opening / radius → large springback or cracking |
|
Back gauge |
Positioning bend dimension datum |
Dimensional consistency |
Loose / worn → size drift |
|
CNC system |
Program + compensation + axis position control |
Angle stability / efficiency |
Inaccurate compensation table → angle drift |
|
Drive (hydraulic / electric) |
Provide power and response |
Stability / energy consumption |
Hydraulic oil temperature / leakage; Servo parameters / transmission |
|
Safety device |
Anti pinch and compliance |
Work safety |
Light curtain / emergency stop shall be tested regularly |
Note: To better understand the main components of a press brake, you can also read our detailed structural components guide.
Types of Press Brakes
According to the driving mechanism, the type of press brake machine can be divided into hydraulic press brake, mechanical press brake and electric press brake
hydraulic press brake
Hydraulic press brake is the most common type of press brake. It provides pressure through the hydraulic system. It has strong load capacity and high precision. It is widely used in various production environments that require high tonnage and mass production.
Mechanical Press Brake
Mechanical press brake adopts mechanical drive system, which is characterized by high speed and low cost. Compared with hydraulic press brake and electric press brake, its precision is low, so it is suitable for relatively simple processing tasks.
Electric press brake: energy saving and efficient
The electric press brake is driven by motor, which has higher operating efficiency and precision, and is suitable for precision machining with high requirements. Moreover, the electric press brake only consumes power when the ram moves. Therefore, compared with the hydraulic press brake, the electric press brake consumes less energy and is quieter and cleaner during operation.

How to Set Up a Press Brake
Setting up the press brake is an important prerequisite to ensure its efficient operation. The following is the detailed setting process:
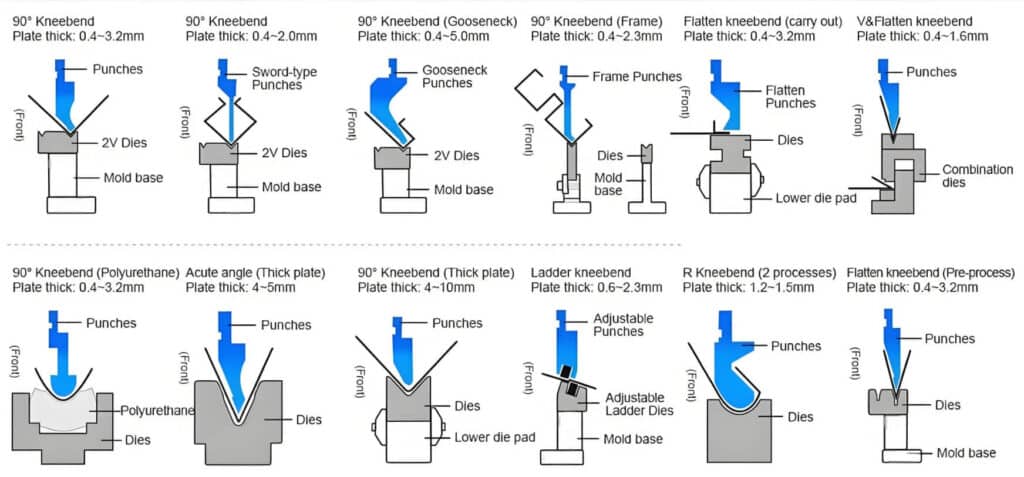
Tooling selection and installation
First of all, we should set the appropriate punch and V-die according to the required bending shape and angle. During installation, ensure that they are properly placed and firmly fixed to avoid displacement during processing.
Adjust the back gauge position and parameter settings
Secondly, we need to adjust the position of the back gauge according to the size of the material and the bending requirements to ensure the bending accuracy and consistency. Then input the required parameters, such as bending angle, pressure, etc.
Testing and adjustment
Finally, before formal processing, we need to test the sample first, and adjust the die position and parameters according to the actual bending effect, until the best effect is achieved.
Press Brake Bending Techniques
Introduce common bending techniques
In the operation of press brake, common bending technologies mainly include:
Different materials have different springback, so CNC press brake needs angle compensation / trial bending correction.
|
project |
Air bending |
Bottoming |
Coining |
|---|---|---|---|
|
Forming characteristics |
Incompletely sticking to the bottom, controlling the angle by pressing depth |
Near full contact with the V-die |
High tonnage “imprint” plastic flow |
|
Springback |
Large (compensation / test bend required) |
small |
minimum |
|
Tonnage demand |
low |
Medium high |
highest |
|
Angular consistency |
Medium (greatly affected by material batch) |
high |
highest |
|
Die stress / wear |
less |
more |
maximum |
|
Typical applications |
Most common: multi variety change / conventional sheet metal |
Pursuit of consistency / hard material |
Extremely high precision / obvious rebound condition |
(Note: the actual selection needs to combine the material strength, plate thickness, bending length, V-die opening size, accuracy target and equipment tonnage margin; It is recommended to make a test bend and lock the compensation value before mass production. )
Factors affecting the selection of bending technology
The following factors should be taken into account when selecting a suitable bending technique:
Important technical parameters of press brake
Important technical parameters of the press brake include the following:
Safety measures for press brake
Press brake safety device
In order to ensure the safety of operation, the press brake is usually equipped with a variety of safety equipment:
Necessary personal protective equipment (PPE)
When operating the press brake, you must wear appropriate personal protective equipment, including:
Common operation errors and avoidance methods
Safety is the most important link in the operation of the press brake. Here are some common mistakes and their avoidance methods:

Common application of press brake
Press brakes are widely used in many industries due to their unique processing capacity and adaptability:
Application examples in different industries (such as automobile, aviation, construction, etc.)
bending task types in actual production (such as V-bend, U-bend, etc.)
V-bend: it is one of the core processes of sheet metal processing. It is widely used to manufacture various metal structural parts, such as car body frame, exhaust pipe support, etc., which need to be loaded and connected at a specific angle through V-bending. Or beams and columns in large structures such as bridges and tower cranes need V-shaped bending parts to enhance stability and bearing capacity.
U-shaped bending: it is mainly used to make U-shaped components, which are commonly used in keels, brackets, door and window frames, etc. the U-shaped structure of U-shaped bending parts can provide good load-bearing capacity and bending stiffness, and facilitate installation and connection.
maintenance of press brake
Regular maintenance can effectively prolong the service life of the press brake and keep it in good working condition.
common maintenance measures
how to prolong the service life of the press brake
regular inspection and troubleshooting
conclusion
It is important for every metal processing practitioner to master the basic knowledge of press brake and understand its operation principle and safety measures. The efficient production and automation of press brakes make metal processing easier and more accurate. Selecting the appropriate press brake and carrying out effective press brake operation can not only improve the production efficiency, but also ensure the operation safety and the quality of the final product (how to choose the right press brake). At the same time, enterprises should pay attention to employee training and skill improvement, and establish good operation specifications and maintenance knowledge. Welcome to contact RayMax. We can provide you with professional technical support and customized solutions.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog

Press Brake for Stainless Steel: Tonnage, V-Die Selection, Springback & Surface Protection
Press Brake Tooling Guide: Punches, Dies, Types and Selection

What is a 6 Axis Press Brake? Working Principles, Advantages, Applications, and Buying Guide
Tooling & Clamping for High-Mix Production: Quick Clamp vs Hydraulic Clamp vs Manual Clamp ROI

What Is a Press Brake Used For? 16 Industry Applications and 8 Types of Bends

Press Brake for Automotive Sheet Metal Parts: Springback Control, Mark-Free Tooling & Hemming

One Article to Master CNC Press Brakes: Types, Workflow, Structure & Buying Tips
Press Brake Price Guide 2026: Cost Factors, Options & Accurate Quotes

What Is a 3 Axis Press Brake? Complete Guide to Structure, Benefits & Selection

How to Choose a Press Brake Control System? Function, Brand & Buying Guide (Including Delem/ESA)
Press Brake Radius Mastery: Inside/Outside Radius, 8× Rule, and Real-World Tips
What is an 8 axis press brake: Why It’s the best investment for complex bends
Post Your Review
Share Your Thoughts And Feelings With Others