
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
To receive an accurate press brake quote, your RFQ should clearly define 14 key items: material grade, sheet thickness range, maximum bend length, drawings, bend angle, tolerance targets, production volume, surface requirements, tooling status, control system preference, power supply, delivery address, acceptance requirements, and optional features.
If you only specify the press capacity and length, such as “100-ton, 3200 mm,” you will only receive a rough estimate, not a technical quotation that can be used for order confirmation.
The more complete the information you provide, the faster the supplier can determine the machine model, configuration, required tooling, control system, and acceptance procedures, and thus provide a final quote promptly.
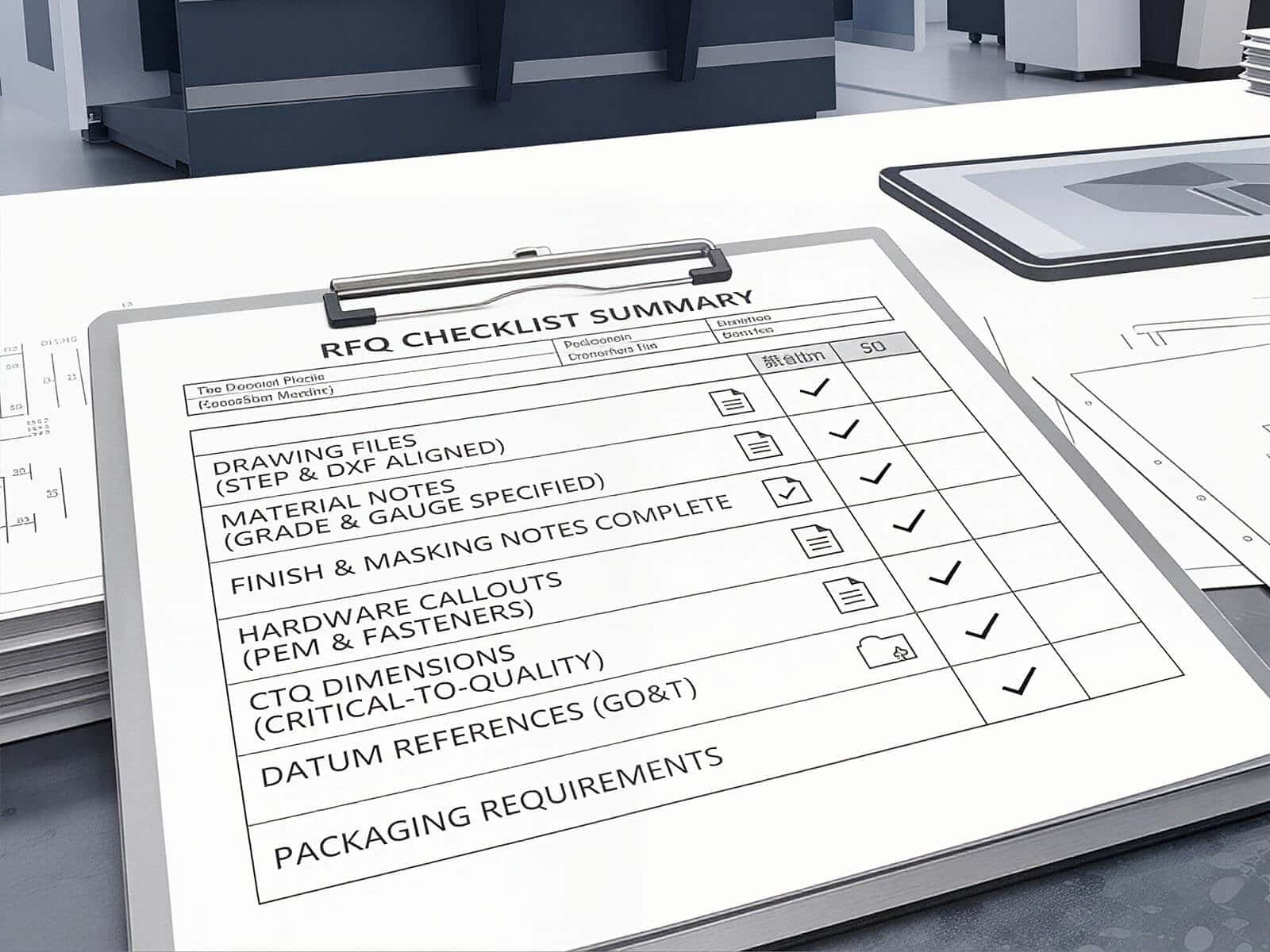
This checklist helps you gather all necessary quotation materials in one go, avoiding repeated back-and-forth communication with suppliers, while also allowing suppliers to evaluate the machine, tooling, configuration, and scope of delivery more quickly.
If you have drawings and specific processing requirements, you can send them directly to us to receive a quote quickly. If you are still comparing machine types, suppliers, and budget ranges before sending an inquiry, our complete press brake buying guide can help you understand the key selection factors before preparing your RFQ.
Why are your press brake quotes constantly being revised?
Providing only tonnage and length gives you an estimate, not a technical quotation
In actual RFQs, we often encounter a situation where customers only provide tonnage and length requirements without sharing their drawings, material specifications, or tolerance requirements. This prevents us from finalizing the quote in one go and forces us to recalculate.
Providing only tonnage and length in your inquiry allows us to determine only a rough upper limit for tonnage and a range for the machine’s table length. It does not allow us to determine whether a machine meets your actual processing requirements—such as the material to be bent, its thickness, length, the tooling required, or the required angular accuracy.
When these requirements are not confirmed, suppliers can only estimate prices based on the maximum operating conditions, which can result in an inflated quote. Alternatively, suppliers may quote based on basic configurations, to keep prices low initially, only to add costs later for tooling, compensation systems, control systems, or acceptance criteria.
Failure to Specify Material Grade Leads to Inaccurate Assessments of Tonnage and Tooling
If the material grade is not specified in the RFQ, suppliers cannot accurately determine the actual bending force, springback, die wear, or surface protection requirements. For a deeper explanation of how material strength, thickness, bend length, and die opening affect force requirements, see our press brake tonnage calculation guide.
For example:
Therefore, when requesting a quote, do not simply write “stainless steel” or “steel plate,” as suppliers will be unable to determine the actual required tonnage, tooling life, and surface protection solutions.
When requesting a quote, it is best to provide the following documents:
Even without drawings, you must provide photos of the sample part, the maximum part dimensions, material, and sheet thickness.
When the part structure is very complex or the drawing information is incomplete, it is best to clearly communicate with the supplier to determine if a physical sample can be provided. The sample helps the supplier determine how to bend the part, whether the workpiece will collide with the tooling, what surface finish standards must be met, and how final acceptance will be conducted.
However, for parts such as box-shaped components, bent parts, deep-flange parts, and parts with assembly holes, there is a high risk of tooling collision, and assembly requirements are stringent. Therefore, drawings are still required to determine in advance whether the workpiece will collide with the tooling and to confirm the bending sequence.
-1.jpg)
Unclear tolerances will cause machine configuration errors
|
Tolerance target |
Application scenarios |
Impact on machine configuration |
|---|---|---|
|
Angular error ±1° |
Standard sheet metal parts, conventional mild steel or stainless steel, air bending process |
Basic CNC configuration is sufficient |
|
Angular error ±0.5° |
General enclosures, electrical cabinets, equipment housings |
Requires high-precision backgauge and program compensation capabilities |
|
Angular error ±0.3° or tighter |
Assembly-sensitive parts, precision housings, and parts with high batch consistency requirements |
May require an angle measurement system, crowning capability, and a more rigorous Factory Acceptance Test (FAT) process |
The tolerances specified in the RFQ must clearly state the test material, sheet thickness, bend length, measurement location, and measurement tools, in order to serve as a basis for acceptance, and enable the supplier to determine the appropriate configuration.
Press Brake RFQ Checklist: These 14 Fields Cannot Be Omitted
|
No. |
Field name |
Information to include |
|---|---|---|
|
1 |
Material and grade |
For example, mild steel, high-strength steel, 304 stainless steel, 316 stainless steel—specify the grade or yield strength class |
|
2 |
Sheet thickness range |
Minimum thickness, maximum thickness, and common thicknesses (e.g., minimum 1 mm, maximum 6 mm, common 3 mm) |
|
3 |
Maximum bending length |
The maximum length of the actual bend line (not to be confused with the total part length) |
|
4 |
Maximum and minimum flange sizes |
Maximum flange height, minimum flange width, and whether the part includes deep box-shaped features |
|
5 |
Bending method |
Air bending, bottoming, or coining; if the buyer is unsure of the bending method, clearly specify the target angle, material, sheet thickness, inside radius, and tolerance requirements. |
|
6 |
Tolerance requirements |
Angle tolerance in degrees and dimensional tolerance in millimeters, noting the material, sheet thickness, bending length, and measuring tools |
|
7 |
Production volume and changeover frequency |
Single-batch quantity, monthly production volume, number of variants, and number of daily changeovers |
|
8 |
Surface requirements |
Brushed finish, mirror finish, film-coated sheet, or pre-painted parts; no indentations or scratches allowed; specify which side is the visible surface |
|
9 |
Current tooling condition |
Tooling system: European-style tooling, American-style tooling, Amada-style tooling, or WILA-compatible; does it support a quick-change system? Specify the brand and series |
|
10 |
Power supply voltage |
e.g., 380V 50Hz, 460V 60Hz, three-phase power. Subject to the factory’s actual power supply |
|
11 |
Delivery address |
Country, city, port, and factory address; whether full-service transportation is required; what are the unloading conditions |
|
12 |
Acceptance inspection required |
Whether a Factory Acceptance Test (FAT), Site Acceptance Test (SAT), sample trial bending, video acceptance, and test reports are required |
|
13 |
Control system preferences |
System type or brand; is 2D programming or 3D offline programming required? |
|
14 |
Optional features and automation requirements |
CNC crowning, laser angle measurement, front support arms / sheet follower, robotic bending unit, quick-change clamping system, safety guarding, offline programming interface |
These 14 fields are critical for determining whether a machine can produce your parts, so it is best to fill them out completely. If you are unsure whether a particular option is necessary, you can note “To be confirmed” on the RFQ to at least let the supplier know to reserve the interface.
Copy-Ready Press Brake RFQ Specification Sheet
Copy-ready RFQ template (with example)
|
RFQ fields |
Examples of content and format requirements |
|---|---|
|
Company name and contact person |
Example: XXX Sheet Metal Fabrication Plant, Engineer Zhang, [email protected] |
|
Material and grade |
Example: 304 stainless steel, 2B finish, tensile strength ≥500 MPa |
|
Sheet thickness range (min/max/typical) |
Example: 1–6 mm, most commonly 3 mm |
|
Maximum bending length |
Example: 3000 mm |
|
Maximum flange height |
Example: 200 mm |
|
Minimum flange width |
Example: 10 mm |
|
Bending method |
Example: Air bending |
|
Angle tolerance |
Example: ±0.5° (Test conditions: 304 stainless steel, 3 mm thick, bend length 1500 mm, digital angle gauge) |
|
Dimensional tolerance |
Example: ±0.2 mm (Flange length, measured from the bend line to the edge) |
|
Annual production volume and batch size |
Example: 500 pieces per batch, 3 changeovers per day, approximately 8 part families |
|
Surface requirements |
Example: Visible surfaces must be free of indentations and scratches; material must be covered with protective film |
|
Existing tooling status |
Example: Existing WILA quick-change system, 800 mm station; upper punch and lower die required |
|
Factory power supply |
Example: 380V 50Hz, three-phase power |
|
Delivery address |
Example: Port of Rotterdam, Netherlands; factory has a 5-ton overhead crane |
|
Factory Acceptance Test (FAT) required? |
Example: Required: 2-day witness testing; sample material is 3mm 304 stainless steel; sample quantity, measurement points, and recording methods to be confirmed per acceptance requirements. |
|
Control system preferences |
Example: Delem control system; 2D programming required |
|
Optional requirements |
Example: Requires CNC crowning, laser angle measurement, front support arms / sheet follower |
|
Challenges with existing equipment |
Example: On existing machine, the center angle deviates during 2500mm bending; tool change takes 45 minutes |
Filling out this form completely and sending it to the supplier can significantly reduce the amount of back-and-forth communication and confirmation required by both parties.
Instructions for Completion (3 Hard Rules)
.jpg)
What Tooling and Options Must Be Confirmed Before Quoting?
Does the quote include tooling? This must be clarified during the quotation process.
To facilitate comparison of different quotes, suppliers should list the prices for the machine itself, standard tooling, special tooling, clamping systems, and optional features separately; do not combine them in a single quote. To compare quotations correctly, buyers should understand basic press brake tooling selection before confirming whether punches, dies, sectional tools, and special tooling are included.
Tooling is an integral part of the machine configuration, so we must clarify with the supplier during the inquiry: Does the quote include upper punches, lower dies, multi-V lower dies, sectional dies, quick-change clamping system, mark-free bending solution, and custom tooling design?
If we already have tooling, we must inform the supplier of the tooling brand, series, interface standard, clamping method, and tooling height to help the supplier determine whether the old tooling can be used directly on the new machine.
.jpg)
Small Flanges, Deep Box-Shaped Parts, and Special Bends—Mark Them in Advance; Don’t Wait Until the Test Run
The minimum flange width limits the selection of the lower-die V opening. If the minimum flange width is not mentioned during the inquiry, the supplier will generally quote based on standard lower die dimensions. When minimum flange width is critical, the V-die opening rule should be checked early so the supplier can avoid quoting an unsuitable lower die.
However, during actual production, if the V-die opening is too large, the small flange cannot rest stably on the die shoulders, resulting in inaccurate bend angles and flange dimensions. In severe cases, the edge of the small flange may fall directly into the V-die opening. At this point, the only options are to switch to a smaller V-die opening or use special tooling, both of which incur additional costs.
Deep box-shaped parts, U-shaped parts, and multi-bent parts require special attention to prevent collisions with the tooling.
If these special structural components are not specified during the quotation phase, suppliers cannot assess the risk of collision in advance. If it is only discovered during actual trial runs that the part cannot be bent, the cost of resolving the issue at that stage will inevitably be much higher than if it had been clearly specified during the quotation phase.
Specify in Advance That No Indentations or Scratches Are Permitted on Visible Surfaces
For visible components such as brushed stainless steel, mirror-finished stainless steel, film-coated sheet, elevator panels, home appliance casings, and decorative panels, non-marking press brake bending requirements must be clearly specified during the quotation process.
For example:
If these conditions are not clearly specified, suppliers will generally evaluate the project based on standard bending procedures, which may not guarantee that the visible surface remains free of dents or scratches. For visible components, surface requirements are a core condition that must be prioritized during the quotation process.
Determine whether optional items are required based on specific criteria; do not include them merely as decorative additions
|
Optional features |
Triggering conditions (Include in the RFQ if any one of these applies) |
|---|---|
|
CNC crowning |
Bending length > 2500 mm; significant use of stainless steel or thick sheet metal; high requirements for angle consistency; batch parts cannot be adjusted through repeated trial bends |
|
Laser angle measurement system |
Significant material batch-to-batch variation and noticeable springback; many precision parts; target tolerance of ±0.3° or tighter |
|
Front support arms |
Many large or long sheets; difficulty in manually supporting the material; the sheet must be provided with basic support before and after bending |
|
Sheet follower |
Many large, thin, or long sheets; workpieces prone to flipping upward or sagging during bending; workpieces too heavy or unstable for a single operator to handle; high angle consistency requirements; workpiece surfaces must be free of scratches or drag marks; high operational stability requirements |
|
Robotic bending unit |
Stable batch sizes; consistent production rhythm; fixed part families |
|
Quick-change clamping system |
High-mix, low-volume production; more than two tool changes per day |
|
Safety guarding |
Export projects; automated cells; customer-specified safety standards |
The front support arms primarily address sheet support; the sheet follower moves in sync with the sheet during the bending process, making it suitable for larger, longer, thinner workpieces, or those requiring higher operational stability. These are not the same configuration, so they must be specified separately when requesting a quote.
2500 mm is a common starting reference length for medium-to-long bending operations, suitable for standard 2.5 m, 3.2 m, and 4 m CNC press brakes. Whether crowning is actually required must be determined based on a comprehensive assessment of the material type, sheet thickness, bending length, and target tolerances.
How Tolerance and Acceptance Criteria Change Your Press Brake Quote
Specify angle tolerances clearly; do not simply state “high precision”
If angle tolerance is stated only as “±0.5°” on its own, it is meaningless. The correct format should include the material grade, sheet thickness, bend length, measuring instrument, and tolerance value. For example: 304 stainless steel, 3 mm thick, bend length 1500 mm, using a digital angle gauge, angle tolerance ±0.5°.
Workpieces of different types, thicknesses, and bend lengths present varying degrees of difficulty in achieving the same angle tolerance. Therefore, when requesting a quote, we must specify the tolerance clearly so that the supplier can determine whether higher-precision backgauges, angle measurement, crowning, or more rigorous sample testing are required. Before writing tolerance values into an RFQ, buyers should understand how to translate angle, flange length, crowning, and backgauge requirements into a clear press brake tolerance specification.
.jpg)
Angle consistency for long workpieces must be specified separately; relying solely on measurements at both ends is insufficient
When bending long workpieces, the ram and table will experience a certain degree of deflection due to the applied forces.
Therefore, when requesting a quote for long workpieces, do not simply specify the angle tolerance; clearly state the measurement points and the allowable angle deviations at the left, center, and right. Otherwise, suppliers will be unable to provide an accurate quote.
When bending workpieces longer than 3000 mm — or parts with high assembly precision requirements — or parts where batch angle consistency is critical, the RFQ must clearly specify the following: angles must be measured at a minimum of three points—left, center, and right—and the allowable angular deviation between these three points must be clearly stated.
Measuring only the ends without measuring the center will not reveal whether the entire length of the workpiece is bent uniformly.
The Difference Between Factory Acceptance Test (FAT) and Site Acceptance Test (SAT), and Why They Should Be Specified in the RFQ
For complex projects, high-precision models, automated bending cells, custom tooling, or orders requiring sample verification, both the Factory acceptance test and site acceptance test are critical, and must be specified in the RFQ.
Specifications to Include in the Request for Quotation
To ensure a clear acceptance process, the following conditions must be clearly stated in the request for quotation:
If these details are not clearly specified, the contract is likely to lack explicit acceptance criteria. Should disputes arise later regarding angles, tolerances, surface finish, or configuration, the buyer will have no basis for enforcement, and disputes may arise between the buyer and supplier.
Lead Time, Delivery Scope, and Installation: Define These Upfront
Distinguish Between Production Lead Time and Transportation Lead Time
When discussing delivery schedules, it is essential to clearly distinguish between production lead time and transportation lead time. For example, if a supplier states “10-week delivery,” the buyer might assume the machine will arrive at their factory 10 weeks later, but in reality, this usually refers to the production completion date or the point at which the machine is ready for FOB shipment.
Using FOB shipment from China as the baseline, the lead time can be expressed as follows:
The lead time estimates above are based on the production cycle; the actual arrival time at your facility will also include the time required for ocean freight, customs clearance, and installation.
Scope of Supply—These 4 Points Must Be Confirmed in the RFQ
Regarding the scope of supply, the following four conditions must be confirmed during the RFQ process:
If two different suppliers provide quotes—one covering only the machine itself, and the other including tooling, installation, training, and test documentation—it is impossible to determine which is more cost-effective based on price alone. Therefore, the scope of supply must be clearly specified in the quotation.
Delivery Address and Site Conditions Must Include More Than Just the Country Name
The delivery address must not be limited to the country name alone; it must include the country, city, port, factory address, and whether door-to-door delivery is required.
Especially for large press brakes, there are many factors to consider upon arrival, including: forklift or crane capacity, workshop door height, floor load capacity, equipment placement space, voltage and frequency, air supply requirements, and installation personnel. Without this information, suppliers will find it difficult to accurately assess the scope of packaging, transportation, unloading, and installation.
When requesting a quote, you must also specify which trade terms you intend to use, such as FOB, CIF, DAP, or EXW. These terms differ significantly in who pays for freight, who purchases insurance, who handles customs clearance, and whether on-site installation services are included; the contents of each quote will vary completely. Therefore, agreeing on the trade terms in advance makes it easier to compare quotes.
Different Buying Scenarios Require Different RFQ Focus
Even when purchasing the same type of press brake—whether it’s a first-time purchase, replacing an old machine, high-mix, low-volume production, precision parts, heavy plates or long components, or an automated production line—the key considerations in the RFQ will differ.
|
Purchasing scenarios |
What must be emphasized in an RFQ |
Most commonly overlooked items |
What the supplier determines |
|---|---|---|---|
|
First-time purchase of a CNC press brake |
Common materials, sheet thickness, maximum part dimensions, training requirements, standard tooling configuration |
Control system language, voltage specifications, and acceptance criteria |
Base model, control system, tooling, training program |
|
Replacement of existing older machinery |
Issues with existing machinery, interface standards for existing tooling, whether to retain existing tooling |
Verification of existing tooling compatibility |
Should existing tooling be retained? Should the crowning system, backgauge, and controller be upgraded? |
|
High-mix, low-volume production |
Changeover frequency, quick-change clamping system requirements, modular tooling, offline programming, number of part families |
Number of daily tool changes and batch size |
Is a quick-change clamping system, segmented tooling, Z-axis, or offline programming system required? |
|
Precision visible-surface parts |
Surface finish requirements, mark-free bending solution, tolerance targets, prototype testing, indication of which side is the visible surface |
Measuring tools and acceptance criteria |
Are mark-free tooling, protective film, angle measurement, and Factory Acceptance Test (FAT) required? |
|
Heavy-plate and long-part bending |
Maximum sheet thickness, material strength grade, maximum bend length, full-length bending capability, crowning requirements |
Frame rigidity requirements and crowning trigger conditions |
Tonnage, frame rigidity, crowning, and tooling strength |
|
Automated bending production lines |
Annual production volume, cycle time per part, part family stability, robotic loading/unloading, safety fencing, system interfaces |
Efficiency verification and safety enclosure certification |
Is the machine suitable for robotic bending units, sheet followers, automatic loading/unloading, safety fencing, and automation interfaces? |
5 Press Brake RFQ Mistakes That Lead to Inflated Quotes or Extra Costs
The following 5 mistakes are the most common causes of repeated revisions to inquiries, inflated quotes, and additional costs after ordering:
Mistake 1: Specifying only the material type, not the grade
Mistake 2: Providing only the product name without attaching drawings or flat patterns
Mistake 3: Ignoring the minimum flange width
Mistake 4: Failing to Specify Whether Acceptance Testing Is Required
Mistake 5: Not Linking Tolerances to Material and Bending Length
Final Check and Finalization Before Sending the RFQ
Before sending the RFQ, we must confirm that the supplier can directly determine the machine, tooling, options, acceptance criteria, and scope of delivery based on our documentation.
List of Documents to Send
It is recommended to send the following documents to the supplier:
If the part is a confidential product, you may first conceal non-critical structural details, but the bend lines, material, sheet thickness, maximum dimensions, tolerances, and surface requirements must still be clearly stated; otherwise, suppliers will be unable to determine the appropriate machine and tooling configuration.
How to Write the Email Subject Line
A good email subject line should allow suppliers to immediately understand what machine you need, what material you are processing, and what the key requirements are.
You may refer to the following examples:
Final 10-Point Checklist Before Sending
Before sending the RFQ, we must first verify that the content is comprehensive, including the following 10 items:
If all 10 of these points are clearly specified, the supplier will be able to help you evaluate press brake models and configurations more quickly.
If you have already determined your material specifications, sheet thickness, bend length, and processing requirements, you can send the completed RFQ form to the RAYMAX team and get matched with suitable RAYMAX press brake solutions, tooling options, control systems, and optional configurations.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog

Pneumatic Press Brake: Complete Guide, Advantages, Applications & Buying Tips

An Overview of Electric Press Brake Machines and Purchasing Tips

Press Brake for Automotive Sheet Metal Parts: Springback Control, Mark-Free Tooling & Hemming

Press Brake Dies Explained: Types, Applications, and golden rule of selection

Press Brake Fundamentals: Types, Components, Working Principle, Safety & Maintenance

Ultimate Guide to Press Brake Punches: Eleven Types, Materials, Selection, and Maintenance

One Article to Master CNC Press Brakes: Types, Workflow, Structure & Buying Tips

NC vs CNC Press Brake: Key Differences, Selection Guide, and Industry Applications
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors
Top 10 Press Brake Manufacturers: How to Choose the Right Supplier

The Ultimate Guide to Press Brake Safety Devices and Guidelines for 2025
Press Brake Crowning Troubleshooting: Fix Uneven Bend Angles Across Long Parts
Post Your Review
Share Your Thoughts And Feelings With Others