
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines

-1-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Quick answers
In air bending, the most common starting point for selecting V-die openings for low-carbon steel is usually 8 times the plate thickness (8t). Thin plates generally start from 6t-8t, while conventional workpieces made of mild steel usually start from 8t. Thick plates, stainless steel, and high-strength steel have greater demand, typically requiring 10t-12t or even larger.
But the thickness of the plate is only one of the reference conditions for us to choose the V-die opening. In the final selection, we also need to consider the material, target inside radius, minimum flange length, machine tonnage capacity, and whether there are requirements for scratch-free bending.
The 6t/8t/10t rule discussed in this article applies mainly to press brake air bending, not directly to bottoming or coining.
30-Second Selection Table
|
Plate Type |
Recommended V-Die Opening |
|---|---|
|
Thin plate(<3mm) |
6t–8t |
|
Mild steel |
8t |
|
Stainless steel/high-strength steel |
10t–12t |
|
Short-flange part |
Calculate the minimum flange length first |
|
Elevator panels/home appliance panels/brushed stainless steel |
Prioritize scratch-free dies |
Why Choosing the Right V-Die Matters More Than Many Buyers Think?
What is a V-Die
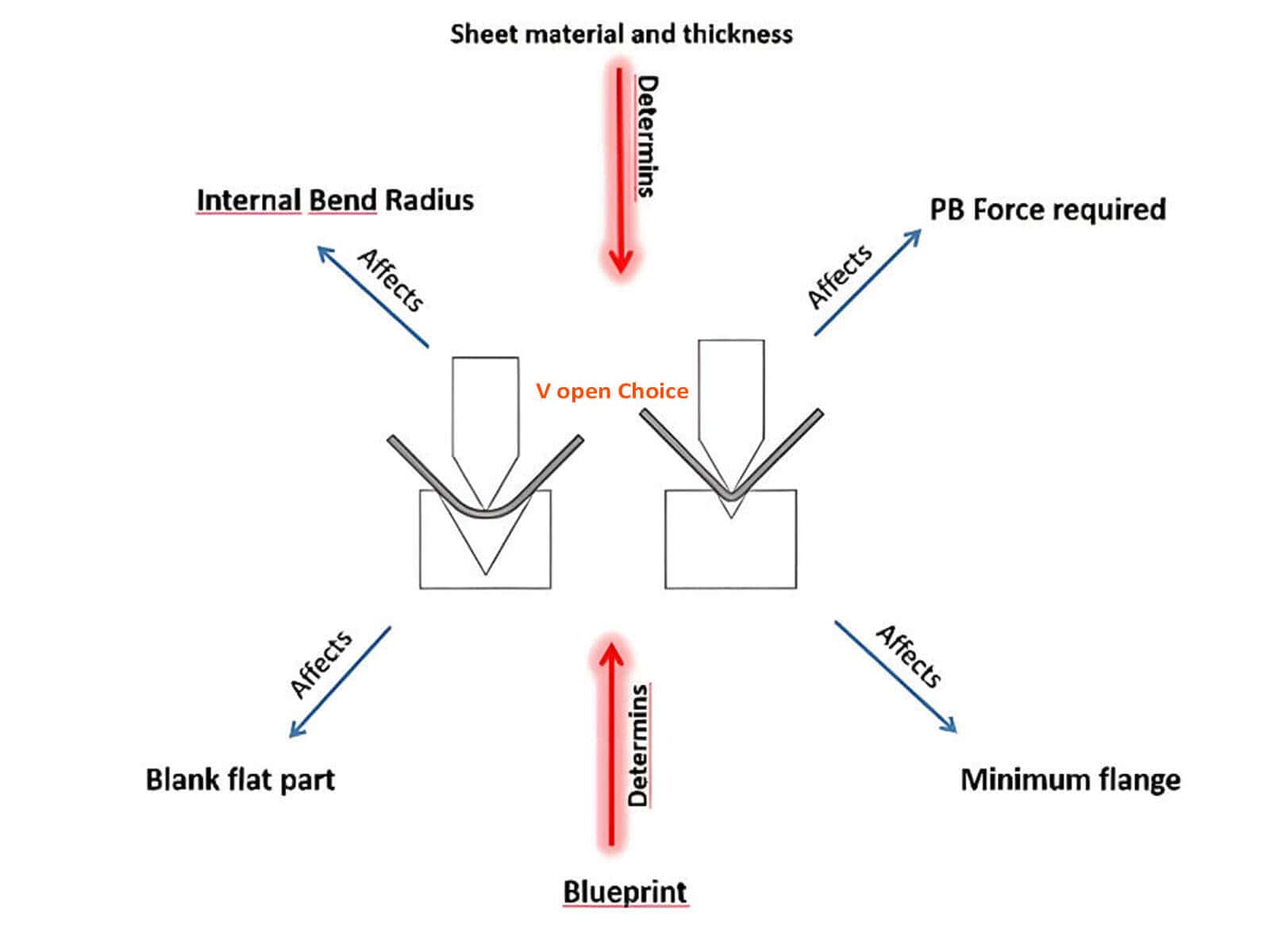
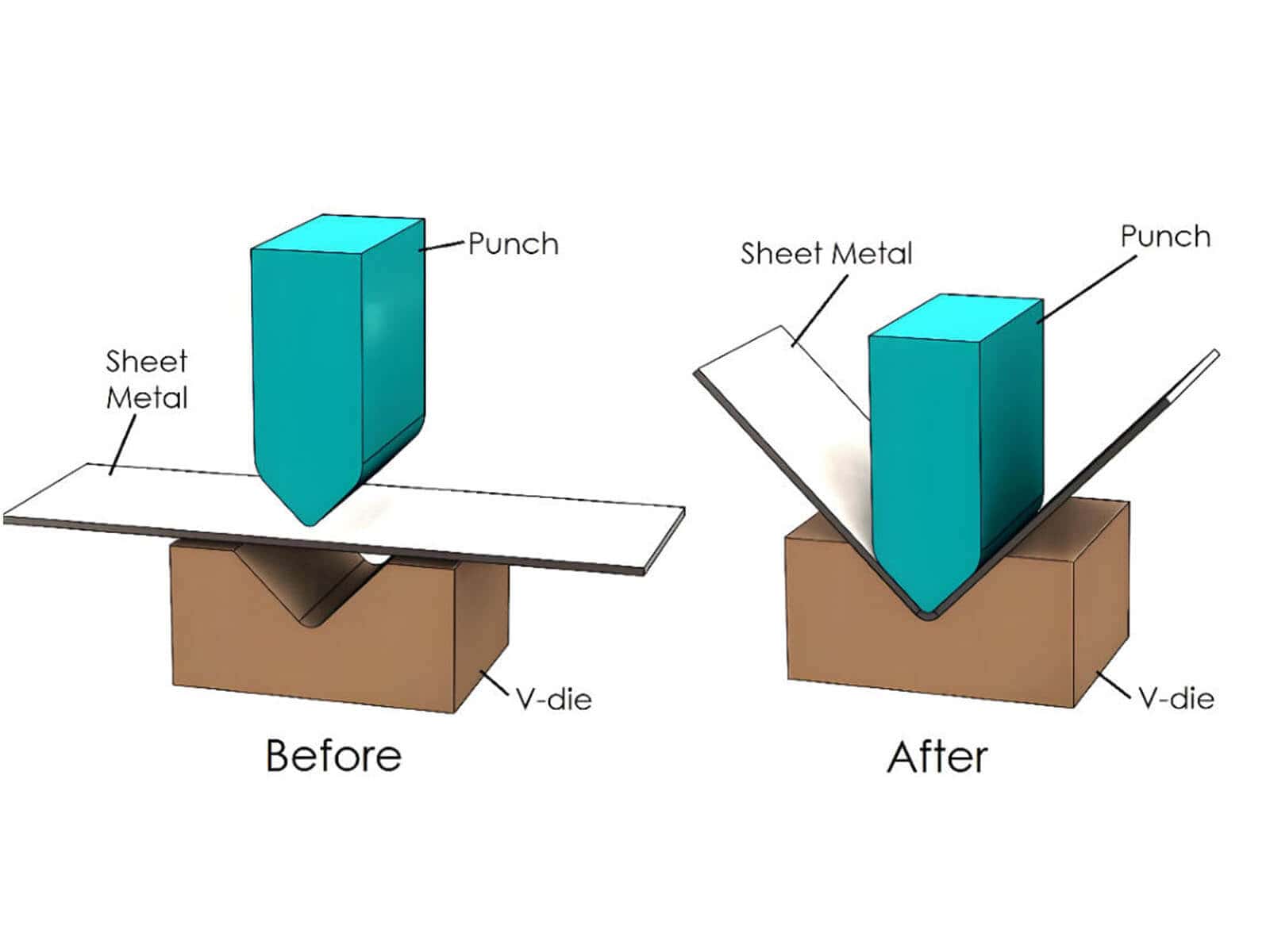
A V-die is a lower die with a V-shaped groove, and the width of that groove is called the V-die opening. When bending, we place the metal plate on the V-die, and when the punch presses down, the metal plate will bend along the V-die opening.
During this process, the V-die opening directly affects several key bending results, including:
The stability of the angle, the actual inside radius (inner R), the springback control of the material, the required machine tonnage for bending, the minimum flange length, the degree of indentation on the material surface, die wear and service life, and the consistency of subsequent assembly.
If the V-die opening is too small, it may lead to
If the V-die opening is too large, it may lead to
Therefore, the purpose of this article is not just to give you a “mnemonic”, but to tell you when you can use 6t/8t/10t and when other conditions must be considered, such as drawing requirements, bending processes, etc.
The Standard Rule Explained — What Do 6t, 8t, and 10t Really Mean?
What is t?
t represents the material thickness, and 6t/8t/10t indicates that the V-die opening is approximately 6 times/8 times/10 times the material thickness.
Why is 8t the most common starting point in the industry?
For air bending of low-carbon steel, 8t is usually the most common starting point for V-die opening selection, because it offers a practical balance between inside radius, required tonnage, and bending stability. But 8t is just a common starting point and not applicable to all scenarios.
When is the 6t commonly used?
6t is commonly used for bending thin plates. If the required inside radius on the drawing is small, 6t is also commonly used. In cases where the minimum flange length of certain workpieces is short or the shape and structure of the workpiece are limited during bending, 6t is also commonly used.
But using 6t may also come at a certain cost, such as a smaller V-die opening, which means a higher tonnage of the press brake and increases friction between the tooling and the metal sheet, which may lead to more obvious indentation. Some harder metals may also have the risk of cracking.
When is the 10t-12t commonly used?
10t-12t is commonly seen in the bending and forming of thick plates, which can significantly reduce the tonnage required by the press brake and decrease its load. When processing stainless steel or high-strength steel, due to their strong hardness, if the V-die opening is too small, it may cause cracking. Choosing a 10t-12t V-die opening can provide a larger inside radius for the material, effectively reducing the risk of material cracking. In addition, in certain scenarios that require a larger inside radius, 10t-12t is also applicable.
Summary Reminder
In short, 6t/8t/10t is just an empirical starting point, not a fixed formula. What size of V-die opening to choose ultimately depends on a comprehensive evaluation of the material, thickness, drawing requirements, minimum flange length, machine tonnage capacity, surface quality requirements, and other factors. Furthermore, V-die selection should not be isolated from your press brake tolerance requirements, because the die opening affects tonnage, inside radius, springback, and minimum flange length.
Essential Guide for Quick Decision Making
Essential Press Brake V-Die Selection Chart
|
Material Thickness(mm) |
Recommended V-die opening(mm) |
Inside Radius(mm) |
Minimum Flange Length (mm) |
Required Tonnage per Meter(Ton/m) |
|---|---|---|---|---|
|
1.0 |
8 |
≈1.3 |
>5.5 |
≈8 |
|
1.5 |
12 |
≈2.0 |
>8.5 |
≈10 |
|
2.0 |
16 |
≈2.6 |
>11.0 |
≈12 |
|
2.5 |
20 |
≈3.3 |
>14.0 |
≈14 |
|
3.0 |
25 |
≈4.0 |
>17.5 |
≈16 |
|
4.0 |
32 |
≈5.0 |
>22.0 |
≈22 |
|
5.0 |
40 |
≈6.5 |
>28.0 |
≈27 |
|
6.0 |
50 |
≈8.0 |
>35.0 |
≈32 |
|
8.0 |
63 |
≈10.0 |
>45.0 |
≈45 |
|
10.0 |
80 |
≈13.0 |
>55.0 |
≈56 |
The tonnage in this table is an empirical reference value for 90° air bending and low-carbon steel (with a tensile strength of approximately 450 N/mm ²), measured in Ton/m. The final parameters will still be affected by the material state, target angle, press brake accuracy, tooling condition, and surface requirements; Values for stainless steel, high-strength steel, aluminum, and non-90° bending conditions should be adjusted separately.
Six Key Parameters to Confirm Before Choosing a V-Die
When selecting the V-die opening, we need to first confirm the following six parameters:
How to Choose V-Die Opening by Material
Mild Steel
Usually choosing 8t as the starting point can achieve a balance between inside radius, tonnage, and stability, which is applicable to most conventional structural components.
Stainless Steel
Usually starting from 10t to 12t. The yield strength of stainless steel is higher than that of mild steel, with greater springback and more obvious hardening during processing. When bending stainless steel, if the V-die opening is too small, it will increase its risk of cracking, and surface indentation may also be more obvious. Especially when processing brushed surfaces, mirror surfaces, and coated parts with higher surface requirements, caution is needed.
Aluminum
Due to the diversity of aluminum materials, we cannot generalize when choosing V-die openings. For example, soft aluminum has higher ductility and is more flexible when choosing V-die openings. But hard aluminum like 6061-T6 is prone to cracking during bending and generally requires larger V-die openings. It is recommended to conduct a trial bending before formally bending aluminum materials.
High-Strength / Special Materials
For high-strength steel and some special materials, a wider V-die opening size is usually required, and we cannot provide an absolute fixed value. Before processing such materials, it is recommended to conduct sample bending verification and calculate the required tonnage.
Beyond Thickness — 3 Crucial Factors That Dictate Your V-Die Choice
Minimum Flange Length
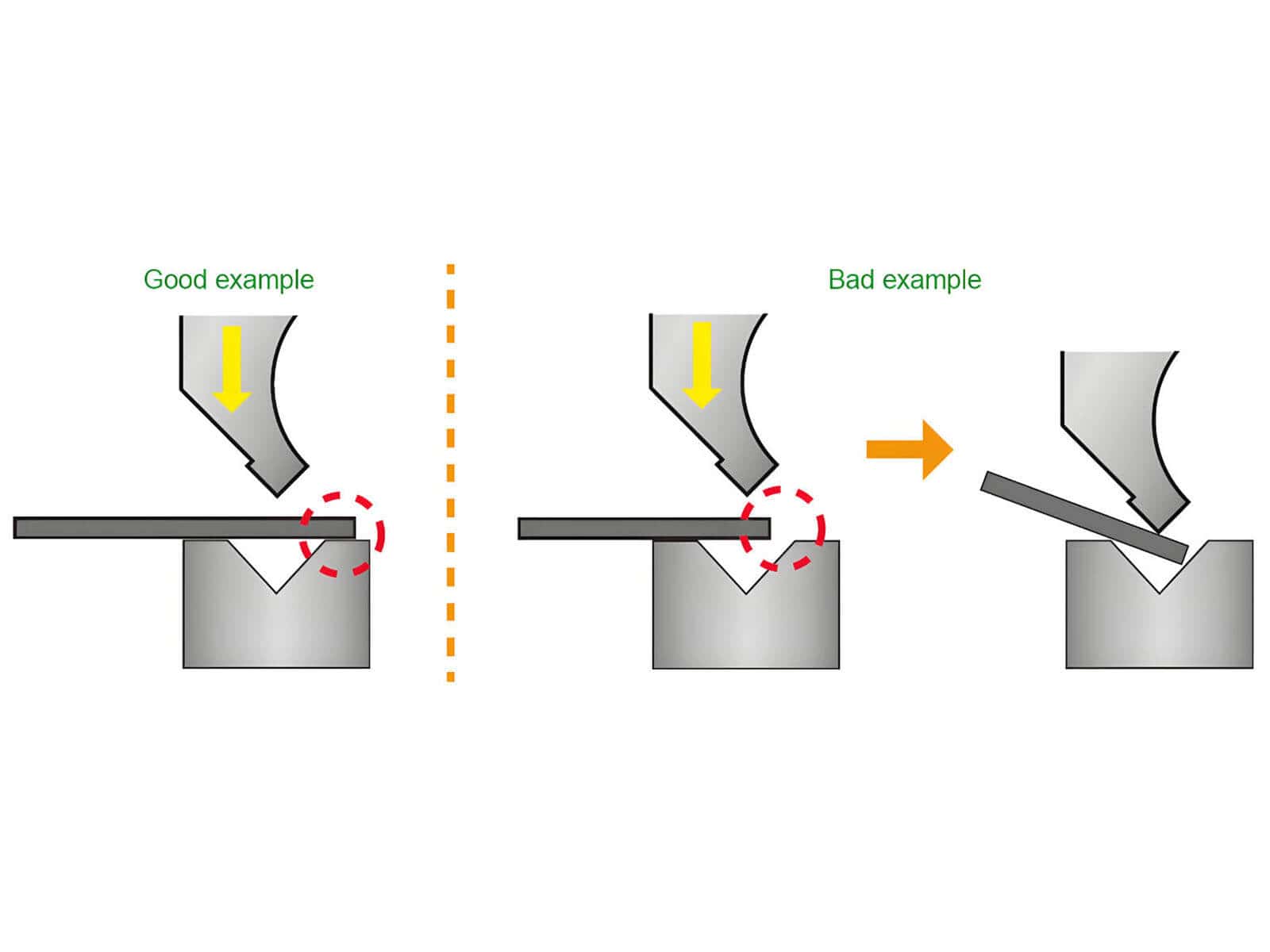
This is one of the most important factors in V-die selection, and also one of the easiest places to make costly mistakes. For standard 90 ° air bending and standard lower V-die, the common rule of thumb for minimum flange length is about 0.67V-0.7V; If there are irregular tooling, sharp bends, small angles, bottoming, coining, or special workpieces, the experience value will change.
The risk usually appears when the minimum flange length on the drawing is too short and the V-die opening is too large, the material may slide directly into the V-die opening, making it impossible to perform bending operations. And when you have to replace the V-die opening with a smaller size, the required tonnage of the press brake will increase again. This reflects a typical process trade-off in the field of metal bending.
Inside Radius
In air bending, the size of the inside radius is not solely determined by the punch tip, but is mainly influenced by the size of the V-die opening. In air bending of mild steel, the inside radius is often approximately 16% of the V-opening; Different materials, processes, and tool conditions may deviate from this empirical value.
Tonnage Capacity
The size of the V-die opening is usually inversely proportional to the required tonnage of the press brake: when other conditions are similar, the smaller the V-die opening, the higher the required tonnage is usually; The larger the V-die opening, the lower the required tonnage is usually. If a very small V-die opening is chosen due to blind pursuit of a small R-angle, it may lead to an increase in machine load, and in severe cases, it may cause damage to the press brake.
Therefore, the press brake tonnage parameters and the selection of the tooling must be analyzed together, and if necessary, a tonnage calculator should be used for calculation. For a more detailed explanation of the formula, safety margin, and key variables involved, you can read our guide to press brake tonnage calculation.
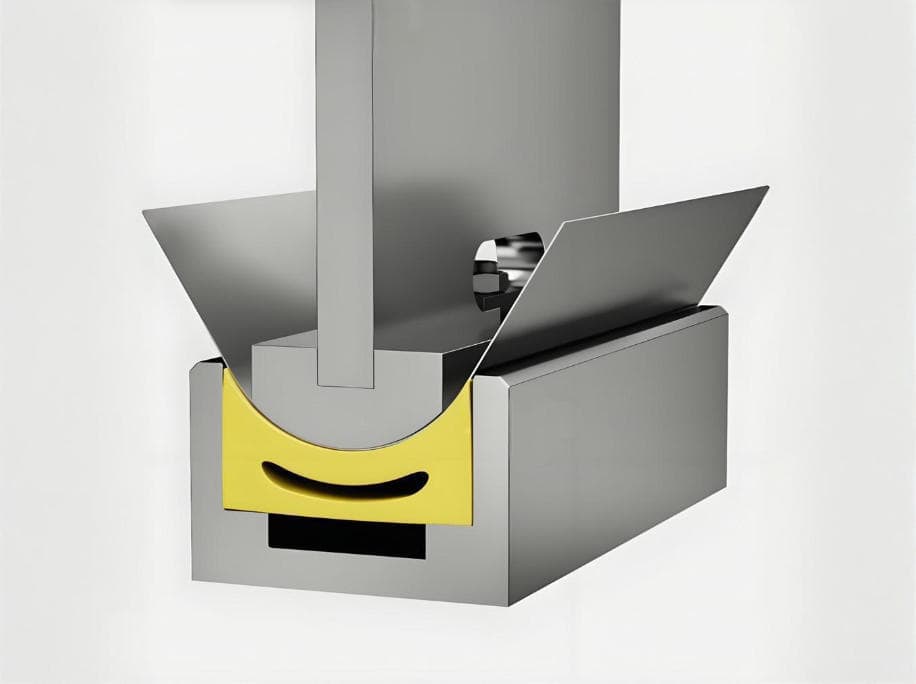
When Do You Need Scratch-Free Press Brake V-Dies?
If the following workpieces are bent, standard steel V-die openings are prone to leaving indentations:
In these scenarios, priority should be given to:
Reminder
Achieving scratch-free bending does not depend on the die alone, but also to comprehensively consider factors such as press brake accuracy, tooling condition, and operation control methods.
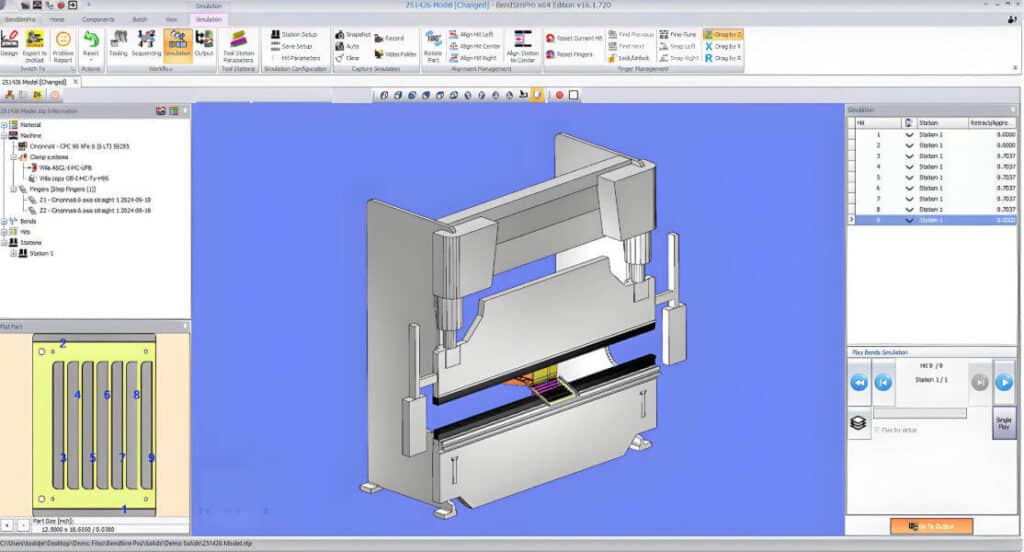
Stop Guessing — Let a CNC Press Brake Simplify Tooling Setup
Pain Point Summary
In traditional workshops, it is usually more reliant on manual experience to repeatedly balance material quality, springback, minimum flange length, machine tonnage requirements, surface requirements, and other conditions. This not only wastes too much time on tool changes, but also has high trial and error costs. Once a judgment is made incorrectly, it may result in rework or scrap, and in severe cases, it may also cause excessive load on press brakes and tooling, resulting in damage.
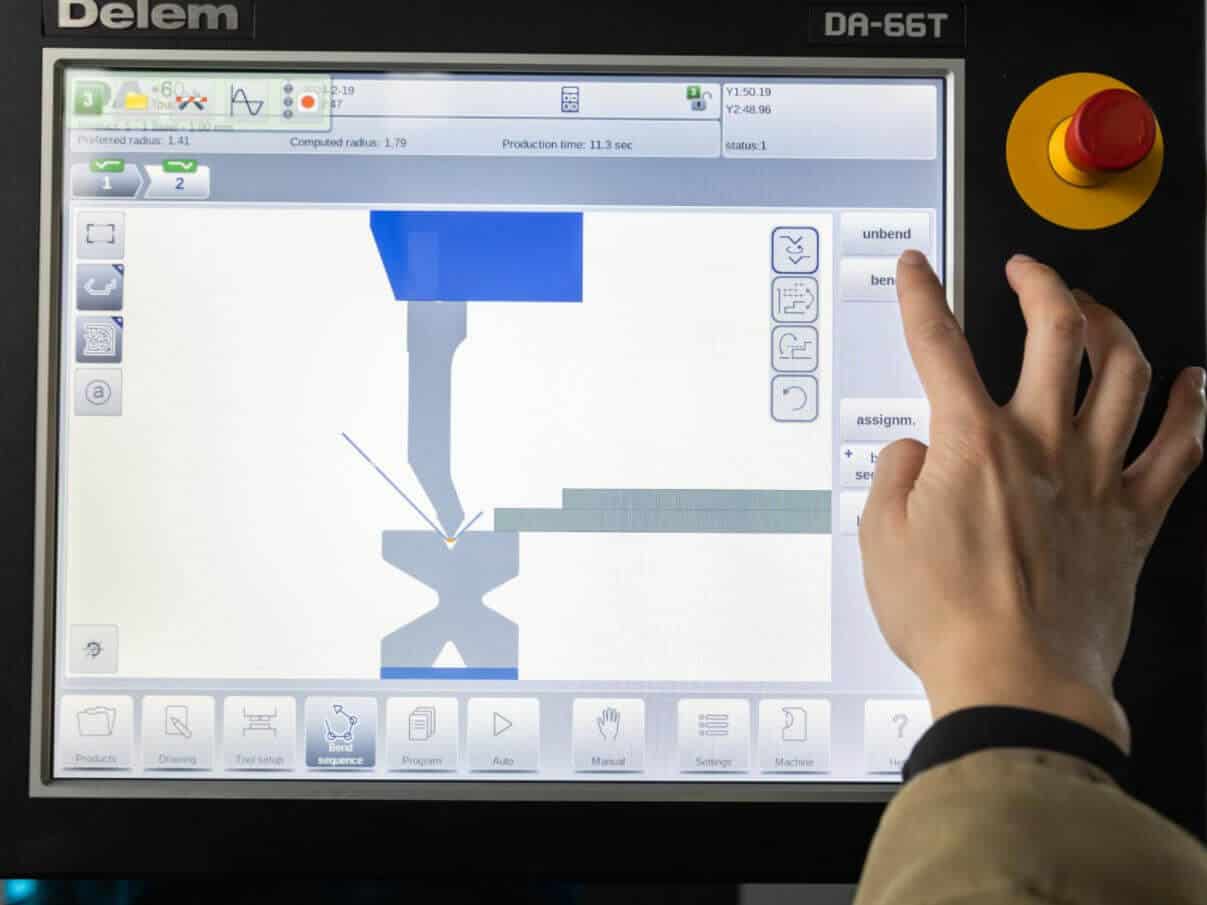
Raymax Solution
Raymax offers a more efficient solution to these setup challenges. The Raymax high-precision CNC press brake can be equipped with intelligent control systems such as Delem and Cybelec, which can help factories complete process setups and tooling matching more efficiently, reduce dependence on experience-based trial and error, and improve changeover and setup efficiency.
Its key advantages include:
Troubleshooting :What Happens When the V-Die Opening Is Wrong?
If the V-die opening is too small
If the V-die opening is too large
Conclusion
To achieve truly stable and high-precision bending results, we not only need a correct press brake tooling, but also the coordination of various links in a whole, including the structural rigidity of the press brake body, the precision of the back gauge, control system algorithms, tooling matching, and process setup experience.
Whether you are processing mild steel structural parts or highly demanding scratch-free stainless steel decorative parts, Raymax can provide you with professional CNC press brake selection, customized tooling, and process suggestions based on your material, plate thickness, drawings, and production capacity requirements.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog

Press Brake Sheet Follower: Smart Support for Long, Thick, Thin Sheets

Proper setup steps for Press brakes and analysis of common calibration issues

One-Stop Guide to Hydraulic Press Brake: Working Principle, Bending Process & Applications
-1024x768.jpg)
10 Common Press Brake Air Bending Problems: Causes, Troubleshooting, and Fixes

What Is a Sheet Metal Press Brake Machine? Working Principles, Bending Techniques & Buying Guide

How to Use a Press Brake Machine for Precise Bending
Press Brake Software: Basics, Implementation, Examples & Selection Guide
Press Brake Fundamentals: Types, Components, Working Principle, Safety & Maintenance

Press Brake Radius Mastery: Inside/Outside Radius, 8× Rule, and Real-World Tips

What Is a Press Brake Used For? 16 Industry Applications and 8 Types of Bends

Press Brake Overview and Smart Selection Tips

Press Brake for Automotive Sheet Metal Parts: Springback Control, Mark-Free Tooling & Hemming
Post Your Review
Share Your Thoughts And Feelings With Others