
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
The press brake radius refers to the radius of the arc formed by the metal sheet after bending.
A suitable press brake radius can not only avoid the problem of accuracy degradation caused by too large or too small radius, but also make the material more evenly stressed and control the angular deviation caused by elastic rebound within a reasonable range, which plays a great role in the strength of the finished product and the later use performance.
This article will focus on what a press brake bend radius is, how to calculate it, factors affecting it, and how to avoid common mistakes.
What is the press brake bend radius
Definition of press brake bend radius
Bending radius refers to the radius of the arc formed at the bend of the plate during the bending process. It is divided into inside radius and outside Radius.
Inside radius
The inside radius is the bend radius inside the bending part of the material, generally speaking, the influence of the inside radius on the bend radius is the most important, which determines the material properties. Depending on the application and requirements, the inside radius can be divided into five types: sharp radius bending, minimum bend radius, perfect radius bending, surface or radius bending, and large radius bending.
Outside Radius
The outside radius is the radius formed by the outside of the curved arc. Although it is not as decisive as the inside radius on the performance of the material, it has an indelible impact on the shape and appearance of the product. Reasonable control of the outside radius can obtain better product appearance and size.
How to find relevant parameters in process drawings or material specifications?
Consulting process drawings is the most commonly used method, and generally speaking, the bend radius will appear on the drawing. The operator should read the information on the drawings in detail to ensure that the desired parameters are found. Secondly, you can also read the recommended minimum bend radius material specification table for different types and thicknesses of metals. If you are unsure, you can also ask the design engineer to ensure that the parameters required for the design are properly understood.

Key factors affecting the press brake bend radius
Material properties
Different metal materials have different bending radii during processing because of their different body textures. Regarding materials, we generally discuss three aspects: yield strength, hardness and elasticity.
Relationship between material thickness and radius
For thick plates, the stress used for bending is greater, and if the radius is too small, the more likely it is to crack on the inside. For thin plates, due to their large elasticity and high rebound, it is easier to process into a small radius. Therefore, under normal circumstances, the larger the material thickness, the larger the press brake bend radius that is required to be selected.
Relevant technical guides are recommended to read: The Ultimate Guide to Press Brake Metal Thickness
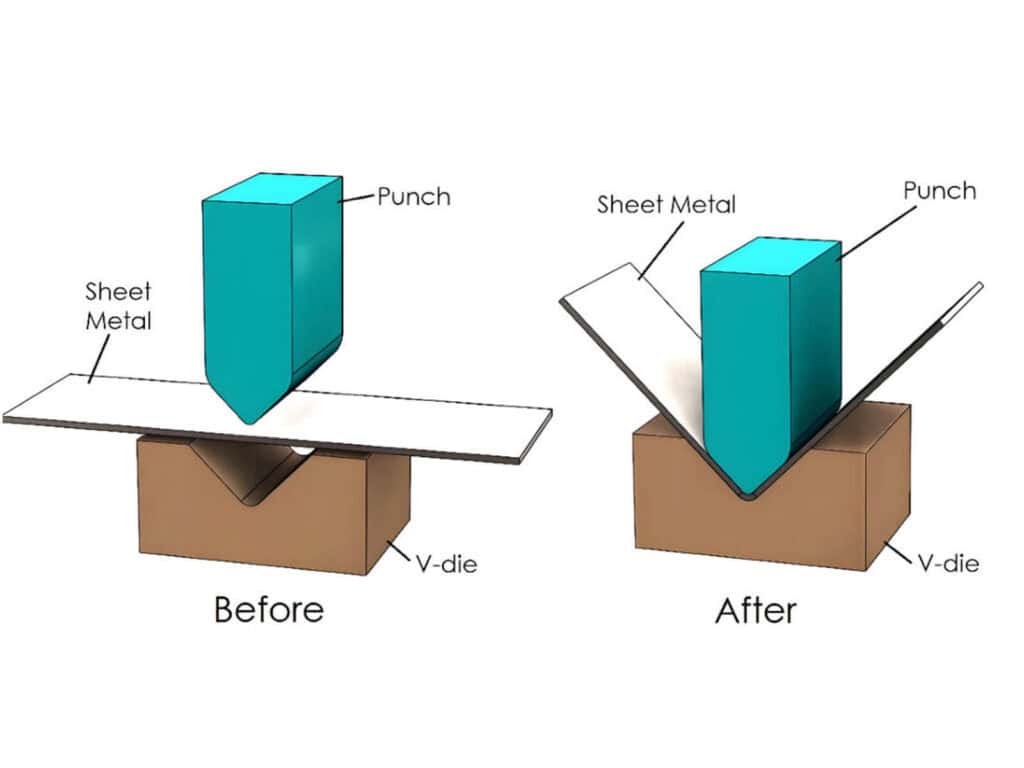
V-die opening width
The width of the V-die opening determines the spacing of the support points when the material is bent, which directly affects the forming pressure distribution and bend radius.
The workpiece is supported on both sides of the V die port, the wider the V port, the less bending pressure is required, once the pressure is small, the bending arc is naturally slower, and the inside radius will be larger. If the V die mouth is too narrow, the pressure demand will increase, and the material will bend more violently under the action of high pressure, so that the radius is smaller.
Punch tip radius
The punch tip radius affects the quality of the bend, and the optimal punch tip radius should match the material properties. Specifically, in order to reduce the stress concentration of the material or thick plate and prevent the material from being broken at the bend, a larger punch radius is used, and the larger the bend radius. Some softer metals use smaller radii.
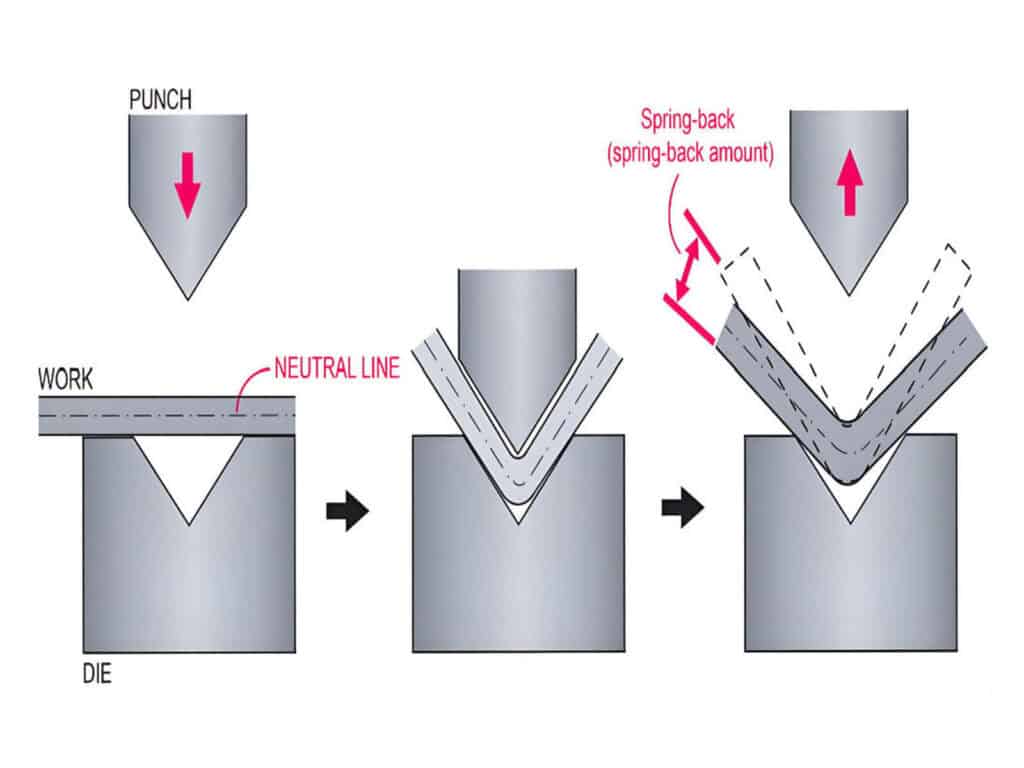
Compressive and tensile stresses
In the bending process, metal materials are subjected to tensile and compressive stresses at the bending position. Compressive stress generally occurs on the inside of the bending, while tensile stress occurs on the outside. To sum it up in one sentence, the smaller the bend radius has a larger and more concentrated stress, so it is easy to crack beyond the pressure limit for the stretching area, and it is easy to crack due to bulging in the compression area.
Bending angle
Sharp angles require a smaller press brake bend radius to prevent the risk of cracking the material due to higher operating stresses. Blunt angles usually require a large press brake bend radius to help reduce stress concentration and improve tooling success.
Equipment tonnage and tool compatibility
The tonnage of the press brake tool is directly related to the bending effect and forming ability of all aspects. The larger the tonnage of the press brake tool, the larger the bending of thicker and harder materials; In turn, when the tonnage is insufficient, the quality of processing cannot be guaranteed, and production in a small radius mode can damage the workpiece. In addition, ensuring the consistency of tool and tonnage can effectively improve the bending accuracy of the product.
Relevant technical guides are recommended to read: Press Brake Tonnage Explained: Learn How to Calculate for Optimal Performance
Bending method

Press brake radius formula and calculation method
Common manual formulas: R = (V–MT)/2. R refers to the press brake bend radius, V represents the opening width of the V-die, and MT refers to the thickness of the material.
“8× rule”: The 8× rule is used to roughly calculate the width of the V-shaped die, that is, the width of the V-shaped die can usually be roughly considered to be 8 times the thickness of the material.
Example case: 3mm thick A3 steel plate, according to the 8-× rule, the width of the V-shaped die is 24mm. According to the product without cracks, the radius is as small as possible, choose air bending, then R=10.5mm.
Common mistakes and ways to avoid them
Ignoring the difference between elasticity and hardness of materials:
Different materials have different elasticity and hardness. If the material properties are not considered and a uniform standard is blindly used to select the press brake bend radius, most scenarios may lead to cracks. Therefore, before implementing the bending process, the operator should test the performance of the material and treat the specific material.
The selected bend radius is too small:
If the final press brake bend radius is less than the minimum specification requirements of the material, it will lead to insufficient plasticity of the material, which is very easy to crack or crease, and affect the overall structural strength of the product itself. Therefore, before production, it is important to clarify the minimum allowable bend radius for each material, and keep the actual bend radius slightly larger than the minimum requirement.
Improper offset spacing
Improper offset spacing refers to structural problems such as tensioning, warping, deformation, and even cracking of the bent parts between the material and the tool due to improper spacing. To avoid such problems, you can refer to the document guiding the spacing, and set the offset reasonably according to the requirements of the drawings.
Avoid narrow flange designs
Narrow flange design may cause internal bending materials to be prone to deformation or cracking, especially for low-ductility materials, this design not only fails to produce products that meet the needs, but also greatly increases the difficulty of subsequent improvement or processing. Therefore, before designing, the operator should consider the width of the flange to ensure that it has sufficient structural stability.
Ensure compatibility of materials and tools
If the press brake operator blindly uses mismatched tools and materials to carry out a series of processing activities, it will not only fail to meet the requirements of processing quality, but also damage the bending tool. Therefore, before production, be sure to check the compatibility of tools and materials, record the compatibility of dies and materials, and maintain a detailed database of materials and tools compatibility.
Improper material positioning
Due to negligence or loose fixtures that are not checked for processing, the position of the material is not firmly fixed, resulting in a shift in the bending line. The solution is to have professional personnel manually position the material or introduce automatic positioning devices such as laser alignment and CNC positioning, and relevant personnel can check the wear or looseness of the fixture to prevent such problems from occurring again.
Calculation of material rebound
The rebound phenomenon of the material is not considered during the bending process, which may lead to the final bending angle not meeting the design requirements or significant deviations. To solve such problems, operators can use obtuse angle designs to ensure that the actual angle after bending meets the design intent.
Only rely on empirical formulas, not in conjunction with test sample verification
If only empirical formulas are used to calculate the press brake bend radius for each machining, and no actual measurement is made, it is inevitable that the theory will be inconsistent with the practice. Therefore, it is important for the operator to measure and analyze the sample before processing. For long-term development, operators can also modify the empirical formula based on the data of actual production cases to make it more in line with the actual operation needs.

Best practices and recommendations
Combined with material experiments or sample bending verification radius setting
Before actual production, operators can collect new material samples, conduct bending tests, and analyze the press brake bend radius, surface cracking and rebound of the sample, and then compare the actual test values with theoretical parameters, and adjust them to appropriate bending radii and configuration parameters if necessary.
Establish a bending database and experience value record for different materials
In order to ensure a long-term stable bending process, operators can try to record the press brake bend radius of different materials one by one and the parameters set when achieving the best performance, combine the digital system to establish a special database, and regularly organize technical exchanges to continuously modify according to the actual situation.
High-precision tools are recommended
A high-precision machining tool is a good aid for bending work. High-precision tools usually determine what kind of high-quality and high-precision products can be processed, which can not only achieve a high degree of consistency in bending angles and bending radii in large quantities, but also reduce errors and improve work efficiency.
Regularly check the wear status of tools to ensure consistency and repeatability
The wear state of the bending tool is the key to the bending work. Therefore, it is necessary to formulate a regular inspection plan, and if the wear is too serious, it should be replaced or repaired in time, and any replacement or maintenance should be recorded in the book, so as to facilitate subsequent inspection and use, and try to avoid the outflow of unqualified products.
Relevant technical guides are recommended to read: Ultimate Guide to Hydraulic Press Brake Maintenance: Top Tools, Schedules & Expert Tips
Conclusion
The press brake bend radius plays a crucial role in sheet metal bending, which largely determines the precision of the product and ensures the bending quality of the workpiece.
Correct selection and correct calculation of counterbending are not only the core of ensuring the strength and accuracy of product structure, but also a necessary means to improve production efficiency.
The above is a detailed introduction by the editor today about the press brake radius. For more knowledge about press brakes and fiber laser cutting machines, you can follow our blog updates. As a manufacturer of fiber laser cutting machines and press brakes, RAYMAX is committed to expanding its influence while also providing more, more professional, and more comprehensive knowledge of CNC machinery for friends in the metal processing industry. If you experience any unresolved issues or are interested in purchasing related machines, please feel free to contact us at any time. RAYMAX offers free technical support services 24 hours a day, 7 days a week! Looking forward to your letter ~~~
Frequently Asked Questions (FAQs)








Related Blog
-1024x768.jpg)
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
-1024x768.jpg)
How to Measure Press Brake Bending Angle: Tools, Methods & Calibration Pitfalls
.jpg)
Why Is My Press Brake Angle Inaccurate? Common Causes, Diagnosis Flowchart & Fix Priority
.jpg)
Stainless Steel Bending Force: 304 vs 316 (Correction Factors, Springback & V-Die Selection)
-1024x768.jpg)
Press Brake Tonnage Comparison: Air Bending vs Bottoming vs Coining (How Force Changes + Safety Margin)

Non-Marking Press Brake Bending: How to Prevent Scratches on Brushed, Mirror-Finish & Film-Protected Sheets

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect

Press Brake for Stainless Steel: Tonnage, V-Die Selection, Springback & Surface Protection
How to Reduce Springback in Press Brake Bending (SS/AL/MS Checklist)
V-Die Opening Rule (6t/8t/10t): How to Choose Die V for Accurate Bending
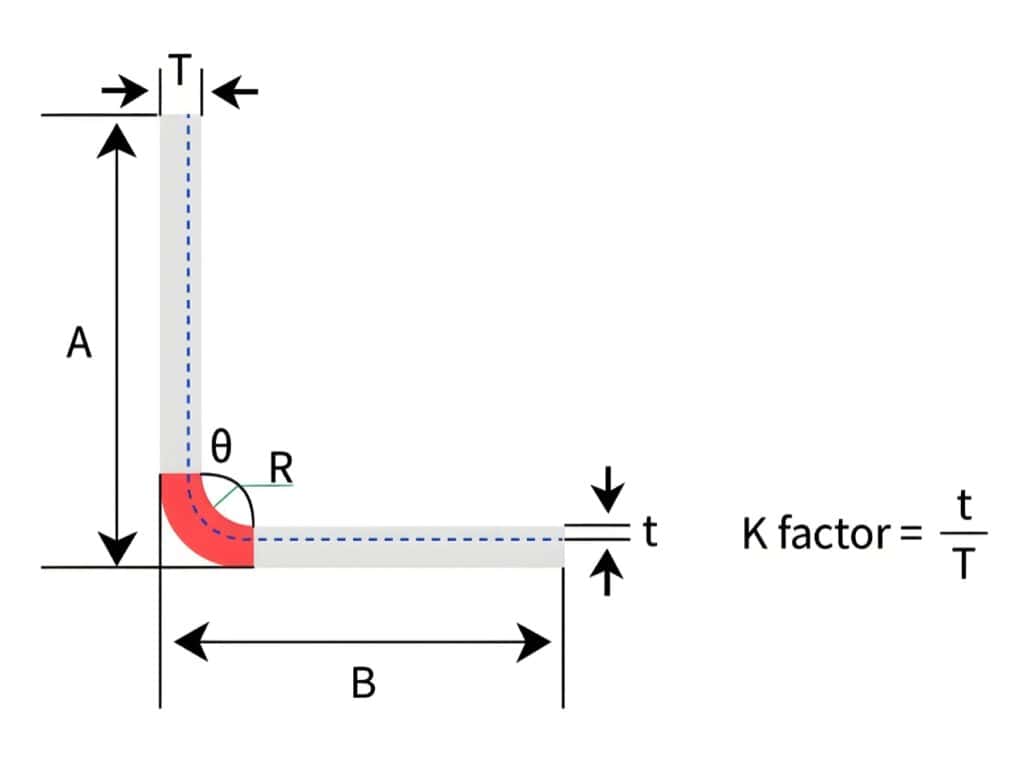
Bend Allowance vs Bend Deduction vs K-Factor: How to Calculate Sheet Metal Flat Patterns (With Examples)
Post Your Review
Share Your Thoughts And Feelings With Others