
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
If you have already purchased one or more press brake, then the correct CNC press brake operation process is the first skill you need to master now. Proficiently mastering the operation skills can help you improve your work efficiency, while ensuring the bending accuracy of the plate you want to process, and also greatly avoid unnecessary material waste. Next, I will guide you step by step to help you master the golden rules for the correct operation of the CNC press brake!

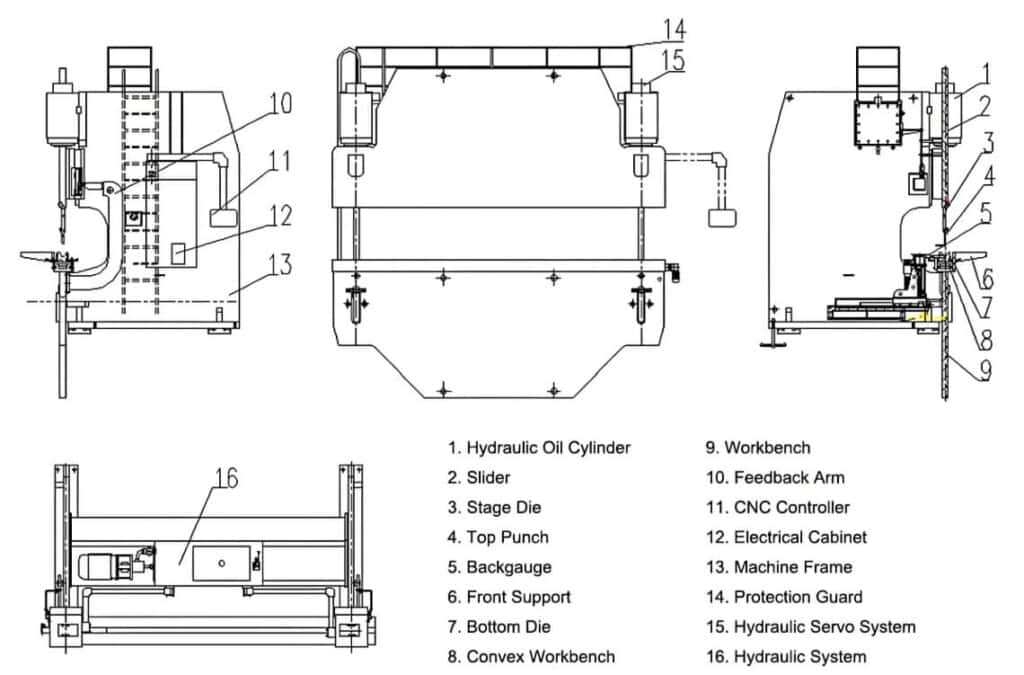
Understand the CNC press brake
CNC press brake are used to press and bend various designs and metal profiles into the required shapes in batches. The mainstream types on the market now include hydraulic press brake, electric press brake, tandem press brake, CNC press brake robots and CNC press brake. Regardless of the nature of the work, the purpose is to bend and shape metal plates.
Safety inspection and equipment
First, the editor lists a safety inspection checklist for you before operation:
1. Read the operation manual
Arrange your press brake operator to read the manual provided by the manufacturer in detail, and be familiar with the load capacity, control devices, operation mode and parameter settings of the machine you purchased.
2. Machine inspection and cleaning
Confirm whether your machine has worn or missing frames or parts during transportation, and gradually check whether there are problems such as loose connection and failure of parts, and finally carefully clean the dust and powder attached to the surface of the machine.
3. Safety protection equipment (PPE)
In order to avoid injuries caused by improper operation, it is recommended that your operator is fully armed every time:

Ten correct operation steps for CNC press brakes
1. Review the drawings
Understand the following parameters of the parts you are about to produce:
Complete drawing information can help you get started quickly and reduce the risks of material waste and substandard process caused by improper operation;
2. Choose the right mold
Common bending molds include bottom bending, air bending, stamping bending or special applications. The selection method can refer to the following:
In addition, due to the particularity of the industry, you can directly ask your manufacturer to provide specific types of molds and their formulation accuracy.
3. Determine the tonnage
Bending operators must be familiar with the estimated tonnage table. Of course, there are many online tonnage estimation software now. Here we only introduce the tonnage of the above-mentioned molds:
4. Choose a CNC press brake with the right tonnage
Each CNC press brake has its own ton/inch limit. If you only have one machine, you can skip this step directly. If you have more than two press brake, then the following is the ideal selection formula you need:
Ideal machine center ton/inch limit = CNC press brake tonnage/(distance between side frames*0.6)
For example: a 150-ton CNC press brake with a distance between side frames of 10 feet (120 inches), then the ideal machine center ton/inch limit = 150/(120*0.6) = 2.08 (tons/inch)
In summary, for a part with a width of 15 inches, the maximum tonnage of the machine center should be less than 31 tons. The overloaded tonnage does not lead to concentrated overload, which may cause permanent damage to the slider.
Of course, it is acceptable to overload the bottom bending, stamping bending and special application molds appropriately.
5. Determine the position of the mold on the bed
For this extreme eccentric operation of overloaded tonnage, you first need to obtain the overload guidance range of the machine manufacturer. Under the conditions allowed, we can place the mold in the specified operating position;
6. Install the mold
After determining the position on the bed, we will install the mold, which is the most time-consuming step:
a. Loosen the manual clamp rod enough to slide the mold into place.
b. Install the lower mold, keep it loose first, lower the punch so that the distance between the lower mold and the mold is kept 1/4 inch higher than the height of the punch;
c. Slide the punch onto the mold, place the pin behind the clamp rod, and then fix the clamp rod only on the pin;
d. Lower the punch to align with the mold, and finally tighten the mold fixing screw and clamp rod to complete all operations.
7. Bending machine programming settings
This is the second most time-consuming step compared to the previous one. Manual programming requires repeated experiments. CNC machine tools are mostly equipped with the most advanced CNC systems, and programming work can be greatly shortened. Of course, in order to reduce unnecessary work waste, it is recommended to provide timely and professional concept training for your operators.
8. Bending test experiment
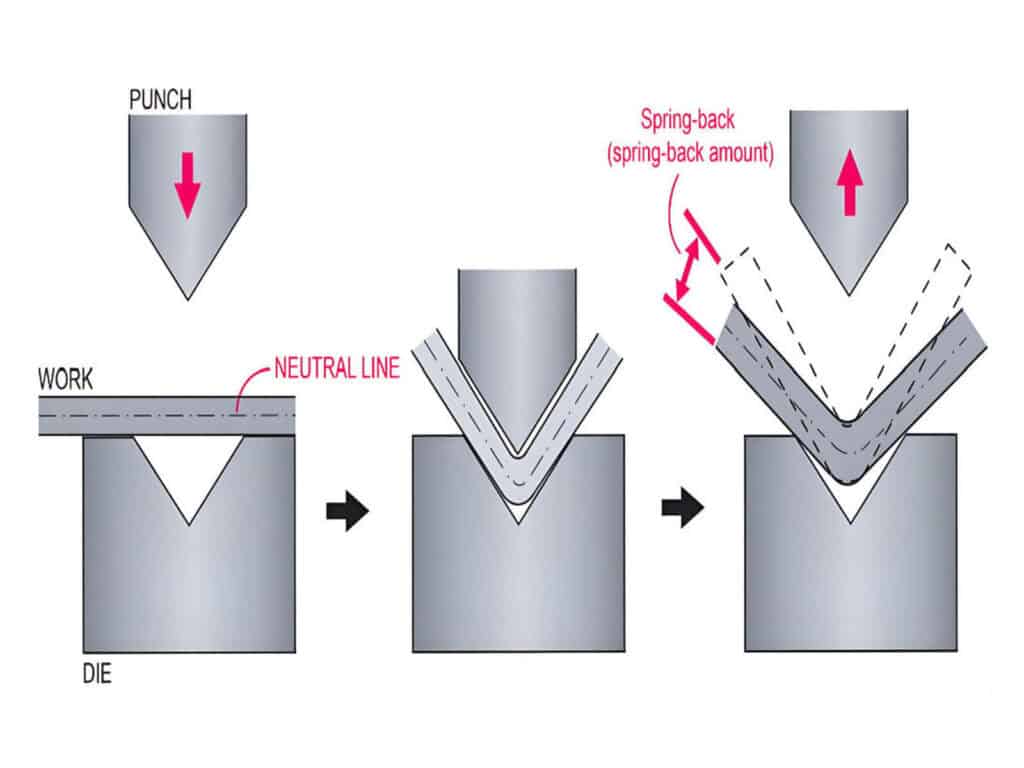
Prepare the metal sheets to be tested. If you want to avoid the waste of finished blanks, you can choose waste materials for testing. After the first trial bend, operators should follow a more detailed process on how to use a press brake machine for precise bending, including angle measurement, springback correction, backgauge verification, and first-piece inspection.
9. Program correction
This item needs to be carried out simultaneously with the above trial bending work. If the bending test results meet the requirements, this step can be ignored directly; if there is a deviation, please modify the program in a targeted manner to achieve a suitable molded part.
Note: After the part is formed and qualified, no corrections can be made to the program, otherwise the quality of the subsequent processed parts will not meet the requirements.
10. Start mass production
At this point we can start to enter the qualified production process! The setting procedures for each part processing are different. If you have many types of processing, you only need to conduct targeted test bending, program correction, and finally enter mass production!

Maintenance and care
1. Daily cleaning and inspection work
Daily work will cause the accumulation of dirt and debris, increase friction, cause component wear or money picking failure, and even cause the bending accuracy to decrease. Therefore, it is recommended to regularly clean the corner brakes and CNC press brake components, check and replace worn parts.
2. Regular maintenance work
Proper lubrication: The CNC press brake has multiple lubrication points, each of which has specific lubrication requirements. Proper lubrication can ensure the smooth operation of the CNC press brake In addition, avoid excessive lubrication to cause dirt and debris accumulation.
Hydraulic maintenance: Check whether the hydraulic oil is sufficient or not. Too little hydraulic oil will cause low pressure, which will eventually cause the parts to not meet the requirements;
Calibration work: Regularly calibrate the press brake back gauge and other components accurately, you can also click on the analysis of press brake common calibration problems to read more;
Electrical maintenance: Regularly check the electrical to avoid failures and safety hazards;
3. Maintenance log records
Make detailed records for each failure. By comparing, we can effectively predict the failure rate and greatly improve our production efficiency.
Summary
The above is the perfect guide for the correct operation of the CNC press brake that I provide for you today. A good working state of the CNC press brake can significantly improve production efficiency, ensure the processing quality of the formed parts, and finally help your production work go smoothly!
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.








Related Blog
Master the Machine: Full Press Brake Structural Components Guide

Non-Marking Press Brake Bending: How to Prevent Scratches on Brushed, Mirror-Finish & Film-Protected Sheets
-1024x768.jpg)
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors
.jpg)
Why Is My Press Brake Angle Inaccurate? Common Causes, Diagnosis Flowchart & Fix Priority
-1024x768.jpg)
10 Common Press Brake Air Bending Problems: Causes, Troubleshooting, and Fixes

What Is a Sheet Metal Press Brake Machine? Working Principles, Bending Techniques & Buying Guide
How to Reduce Springback in Press Brake Bending (SS/AL/MS Checklist)

How to Use a Press Brake Machine for Precise Bending

Press Brake Overview and Smart Selection Tips
-1024x768.jpg)
Press Brake Tonnage Comparison: Air Bending vs Bottoming vs Coining (How Force Changes + Safety Margin)
Press Brake Price Guide 2026: Cost Factors, Options & Accurate Quotes

Press Brake Fundamentals: Types, Components, Working Principle, Safety & Maintenance
Post Your Review
Share Your Thoughts And Feelings With Others