
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
The press brake bending work is the key to transforming the metal of a simple flat plate into a complex, functional shape. The properties and structural strength of metal bent by sheet metal are significantly improved and are available in a wide variety of shapes to suit industries such as automotive, aerospace and construction. In manufacturing, press brake bending is the equivalent of a treasure chest that turns waste into treasure.
This article will delve into the types of press brake bending, the process flow, the factors that affect bending, and how to choose the right press brake bending, which is intended to help engineers, production managers, and procurement personnel understand the selection and application of press brake bending process.
Basic knowledge of press brake bending
What is press brake bending?
Basic definition of press brake bending
press brake bending refers to the process of applying force to machine sheet metal into specific angles and shapes. If you are new to sheet metal forming, you can start with our guide to press brake bending basics to understand common bending methods, basic process steps, material selection, and key quality factors before comparing different bending processes.
Historical Background of press brake bending
The history of press brake bending process can be traced back to the end of the 19th century, and with the advancement of the Industrial Revolution, people have moved from primary bending mainly with hand tools, i.e., manual operation, to the mechanical manufacturing of today’s CNC systems. The press brake bending process has also ushered in a significant improvement in precision and efficiency with the change of the times, and has become an important part of the modern manufacturing industry.
Common press brake machines
The importance of precision press brake bending
Press brake bending puts into practice the idea of a manufacturer producing complex parts. It can transform simple parts into indispensable parts for all walks of life, which not only improves the structural strength and appearance quality of products, but also effectively reduces the time and cost of producing required parts. This high-precision, high-automation technology is becoming the mainstream of the industry.

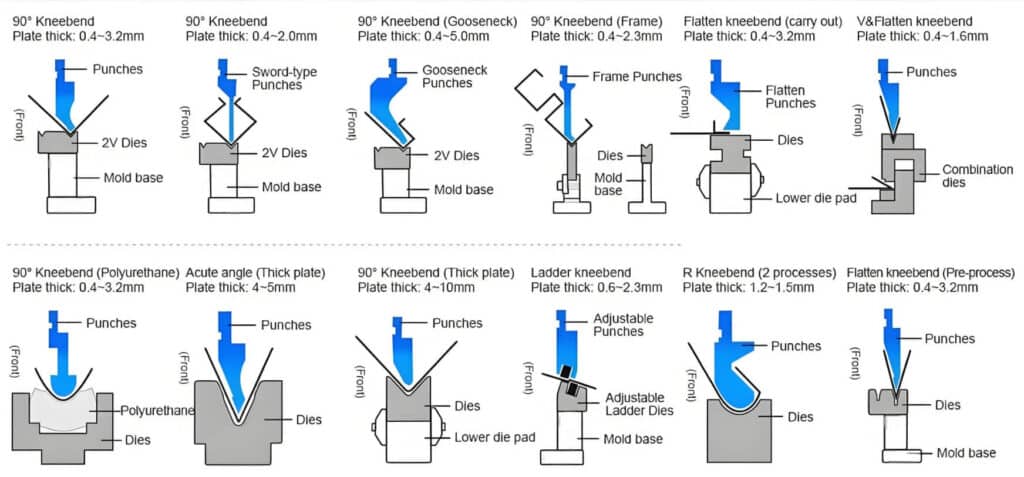
The main types of press brake bending
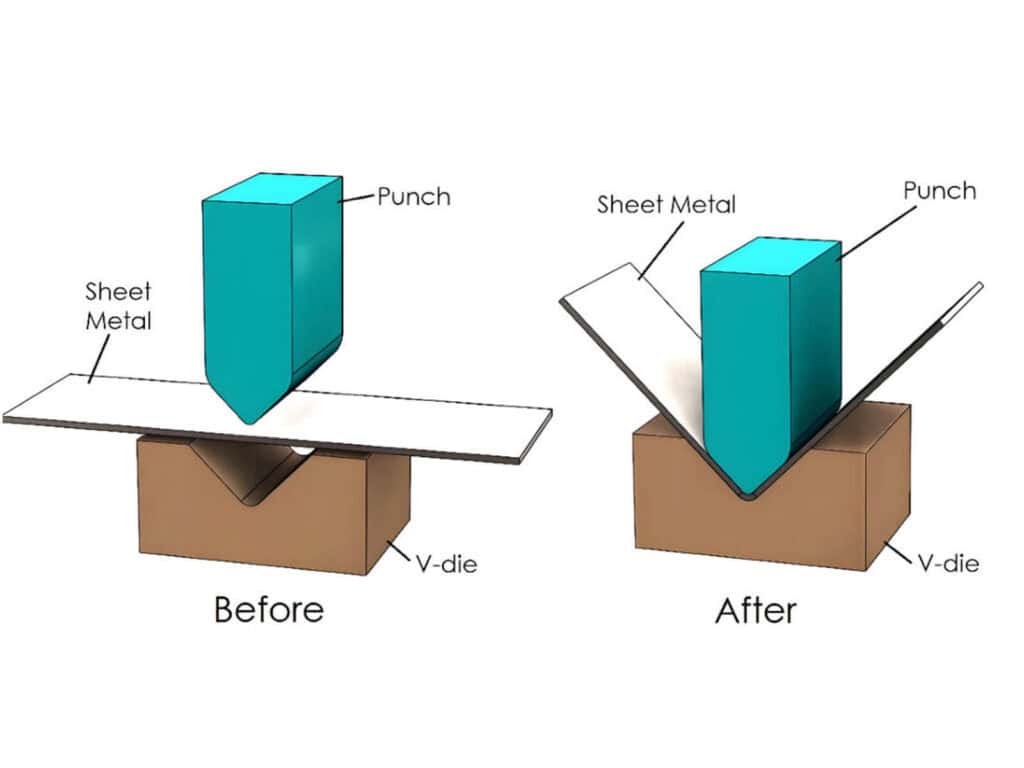
Air bending
Air bending is a kind of bending that uses the air in the mold gap to produce plastic deformation. The process involves placing a sheet metal on top of a V-shaped die and subjecting the punch to a force that does not completely enter the die, resulting in a bend in the die gap.
This technology is versatile, highly flexible and reduces wear and tear on the mold. However, the accuracy is not high enough, the rebound phenomenon is frequent, and the manufacturing effect is sometimes not good. It is applied to the high-volume production of non-critical structures or parts. The main consideration is the effect of material thickness and strength on accuracy.
For a deeper explanation of punch depth, V-die opening, springback compensation, and calculation methods, you can read our complete guide to press brake air bending.
Priming/bottom bending
Bottom bending is a process in which a sheet metal is completely pressed into a mold to form a precisely bent component. The process is to place the metal plate on the lower die and let the upper die be completely pressed down so that the shape of the metal plate is similar to the shape of the mold.
The advantage is high precision, less springback, and the manufacture of highly demanding parts can be realized. However, since it is completely into the mold, mold wear is inevitable. High-precision molds are required during production, which increases the purchase cost of molds. It is generally used in high-demand production applications such as aerospace and automotive manufacturing. The main consideration is whether the plate can bear the bending force and the damage to the mold.
Folding
Flattening refers to flattening the curved part to achieve multiple folding operations. The process is to put the edge of the material into the mold.
This technology can produce metal sheets with different contours and angles, with low wear and tear on the press brake tool, and a certain precision. However, the disadvantage is that it is not suitable for thick metal sheets. It is mainly used in duct design of ventilation system, building parts, etc. The main consideration is the effect of the thickness of the material on the folding.
Crimping / flattening
Flattening refers to flattening the curved part to achieve multiple folding operations. The process is to put the edge of the material into the mold, use a flattening die or press to apply additional pressure to the bend to bring the sheet metal into a flush state.
It can enhance the strength of the edges and help improve the stability of the overall structure. The disadvantage is that as a secondary operation, cracking is prone to occur, and the manufacturing time and cost will also increase. It is commonly found in the manufacture of pipes, auto parts, etc. The main considerations are whether the design requires hemming and whether the material cracks when crimping.
Meshing/meshing bending
Meshing bending is facilitating the bending of a metal sheet by cutting a notch in it in order to form a complex shape. The process is to thin the metal at a specific location by cutting it with a bed knife.
It allows the creation and overlapping of sheet metal with the same thickness, enabling complex shapes to suit specific design needs. However, under meshing, the strength of the cutting part decreases and it is susceptible to the impact of the meshing force. The product is generally some paired and connected parts. The main consideration is whether the cutting position is cracked under the action of force.
Rolling bending
Rolling bending refers to the use of a plate press brake to bend the metal plate into a round or arc shape to form a curve, cylindrical or large radius elbow and other shapes. The process is to feed the sheet metal into the roll press brake, and the rollers in three triangular configurations rotate and apply pressure to pull the sheet metal to start bending.
Its advantage is that it can manufacture good curved materials, and the production efficiency is very high. However, it is not suitable for the production of small curved parts, and it is difficult to operate heavy materials. It is widely used in the manufacture of pipes, arc brackets, cylinders, and other products. The main consideration is whether the rigidity of the material can achieve the ideal bending effect.
Rotational bending
Rotational bending refers to the bending of metal plates into a specific angular shape according to the needs of rotating molds. The process is to use a U-shaped rotating die, place the metal plate on the die, press it down with a punch, rotate it to bend.
The advantages are many, such as high precision, minimal damage to the tool surface, and few deformations and cracks in the metal surface. However, the operation is extremely complex, requires a certain amount of experience, and takes a long time to manufacture. It is used in the manufacture of devices with complex curved shapes. The main consideration is the production cycle and the level of operation of the operator.
Three-point bending
Three-point bending refers to the use of the support action of three points to apply force to the metal plate and bend. The process is to place the metal plate on three support points, apply punching force on the support points, and the stamping action squeezes the metal, causing it to bend.
The advantage is the precise control of the bending angle and radius, the adjustment of the support and punch to achieve different bending profiles. The disadvantage is that it is not suitable for mass production, only for testing. It is used in the aerospace and automotive parts manufacturing fields, and in the construction fields such as the manufacture of panels and beams. The main consideration is to select the right support position and whether the strength of the plate can resist compression.
U-bending
U-bending refers to the use of a press brake to bend the metal sheet into a U-shape using the structure of parallel support and bending the base. The process is to place the sheet metal on a U-shaped die and apply punching force to the sheet metal until it is folded into a U-shape.
It can create a U-shaped structure with high strength and stability. However, the fit is low, and it can only be used to make a U-shaped head, and the resilience is very large. It is widely used in the manufacture of valves, pipelines and other industries. The thickness and bending radius of the material are mainly considered to determine the strength and plasticity of the finished product.
Wipe bend/wipe
Wipe bending refers to the bending of a sheet metal along the edge using punches and dies at the edge. The process is to place the sheet metal on the flat die, make sure that the part to be bent extends to the edge of the die, and then the punch presses down on the extension so that it bends around the edge of the die.
The advantage is that it is fast, suitable for high-volume production, and the tool cost is low. The disadvantage is that the accuracy is lower than other bending methods. There is a high chance that it will leave an indentation on the sheet metal, which is only suitable for small bends and thinner materials. Applications are the manufacture of body parts, the edge of mechanical housings such as refrigerators. The durability and adaptability of the mold are mainly considered.
Rubber pad bending
As the name suggests, rubber pad bending refers to the use of rubber pads to provide uniform pressure to bend sheet metal. The process is to place the rubber pad under the metal material, and the upper mold is pressed down to make the rubber pad evenly apply pressure to the metal.
The advantage is that it has a protective effect on the plate and reduces the possibility of cracks. The disadvantage is that the aging of the rubber may need to be replaced regularly. It is used in precision manufacturing where thin materials need to be protected. The main consideration is the effect of the rubber pad.
Among all bending methods, air bending, bottom bending, and coining are the three most commonly compared processes. If you are not sure which process is more suitable for your material, accuracy requirement, and production volume, you can first read our comparison of air bending vs bottom bending vs coining.

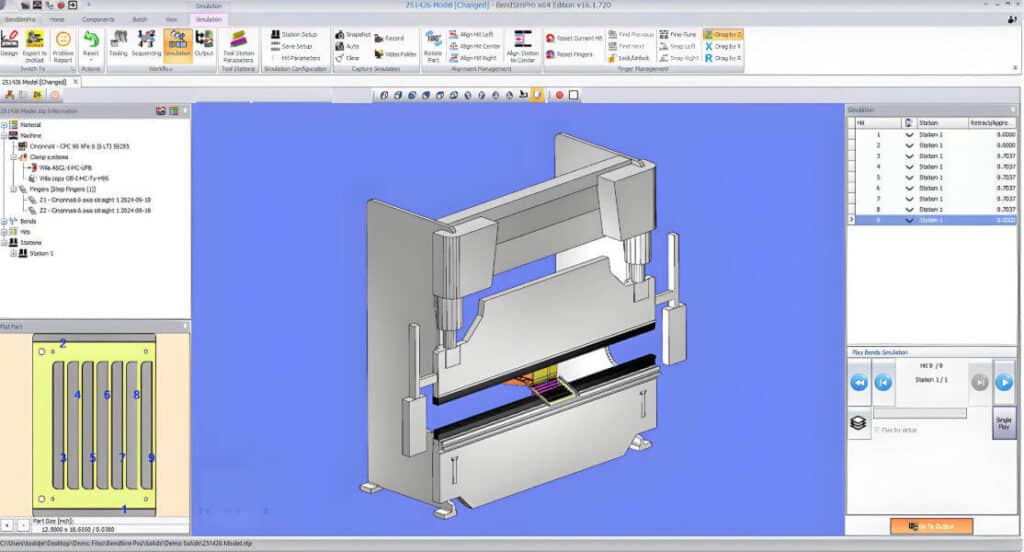
press brake bending process
Design: Specify all bend locations, angles, radii, and dimensions in the drawing.
Programming: Program the bending sequence based on characteristics such as material, thickness, etc.
Installation: Install the required punches and dies to the press brake according to the programming requirements and maintain the effect with proper lubrication. The material of the punch and die also affects tool life, bending accuracy, wear resistance, and surface quality. To understand how different tooling steels perform in bending applications, you can read our guide to press brake tool materials.
Loading: Flat sheet metal is loaded onto the retaining frame in the press body and aligned with the retaining frame. Clamp it firmly with a pressure plate.
First bending: The press brake performs the first programmed bending according to the program.
Repositioning: The operator or operator repositions the sheet so that the next bend is made in order.
Remaining Bending: The press brake completes all remaining bending operations programmed by the part.
Unloading: The finished bent part is unloaded from the press brake while the new sheet is loaded for the next operation.
Inspection: Check if the part meets the requirements.
The main factors affecting the bending quality
Material Selection
The nature of the material will directly affect whether the bending is carried out properly and whether the product performance is up to standard. Choosing the right material is the primary factor in guaranteeing the quality of the bending.
Bending radius
The bending radius is not only related to the thickness of the material, but also affects its strength. The bend radius is smaller, and the force is stronger.
Texture Orientation
Longitudinal or transverse affects the ability of the material to deform during bending. Aligning the bend line with the metal texture reduces the risk of cracking.
Bending angle accuracy
The accuracy of the bending angle ensures the quality and aesthetics of the product. When the bending angle is incorrect, the equipment needs to be actively corrected to ensure the accuracy of the angle.
Position of the holes
The position of the hole affects the stress concentration of the material during bending, so it is necessary to make a reasonable layout before the bending design.
Edge Condition
The neatness and wear of the metal edges also affect the bending effect, and if the edges are uneven, they can lead to unnecessary stress concentrations and bending defects.
If problems such as cracking, springback, angle deviation, surface indentation, or flange length errors occur during production, you can refer to our guide on press brake bending problems to identify the causes and practical fixes.

How to choose the right press brake bending material
Metals commonly used in precision press brake bending
List of suitable materials to be selected
Conclusion
Press brake bending is an indispensable and important process in modern manufacturing, which affects the final performance and sales of products. Different bending types are suitable for different bending techniques. When choosing bending technology, customers should consider the use, efficiency, cost and quality of the product.
In terms of selection and bending technology, users are welcome to consult Raymax related products and automation solutions according to their own needs, understand the detailed selection plan, and provide guidance for the development and innovation of the manufacturing industry.
Frequently Asked Questions (FAQs)








Related Blog

Press Brake Sheet Follower: Smart Support for Long, Thick, Thin Sheets
-1024x768.jpg)
How to Measure Press Brake Bending Angle: Tools, Methods & Calibration Pitfalls

The Ultimate Guide to Brake Press metal Material Thickness

Press Brake for Elevator Panels: How to Achieve No-Mark Bending & Perfect Long-Panel Angle Consistency
Press Brake Tooling Guide: Punches, Dies, Types and Selection
V-Die Opening Rule (6t/8t/10t): How to Choose Die V for Accurate Bending
-1-1024x768.jpg)
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist

Press Brake Fundamentals: Types, Components, Working Principle, Safety & Maintenance

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect
-1024x768.jpg)
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
Press Brake Software: Basics, Implementation, Examples & Selection Guide

Proper setup steps for Press brakes and analysis of common calibration issues
Post Your Review
Share Your Thoughts And Feelings With Others