
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

-1-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Summary
Many people assume that 316 stainless steel must be harder to bend than 304, so either overestimate the tonnage, or think that the root cause of every problem is simply that the material is too hard.
But in practice, bending results are determined not only by the grade itself, but also by the material’s actual strength, sheet thickness, bend length, V-die opening, target inside radius, and whether the process is air bending, bottoming, or coining.
This article will analyze the actual differences between 304 and 316 stainless steel, and will focus on how to determine the required bending force, how to control springback, how to select the correct tooling, and how to choose the right process from several perspectives to help you more accurately assess the tonnage required, reduce trial and error, and determine whether your existing equipment is suitable for bending your type of stainless steel or not.
30-Second Quick Reference Table
|
Evaluation dimension |
304/316 stainless steel bending judgment logic |
|---|---|
|
Bending force correction factor |
Start with 1.4–1.7 × the mild steel baseline tonnage |
|
Default bending process |
Air bending |
|
Recommended starting V-die opening |
Start with 10T–12T |
|
Springback initial judgment |
304: 2° – 3°; 316: 2° – 4° |
|
Initial inside radius estimate |
For 304, the inside radius can be initially estimated at about 0.2V. |
|
Punch selection principle |
Do not use an overly sharp punch |
|
When trial bending is required |
Trial bending is mandatory for new material batches, small inside radii, surface-sensitive parts, long workpieces, and jobs close to full load. |
|
Surface Protection Priorities |
Focus on preventing indentation, abrasion, and drag. |
|
Requirement for equipment capacity |
Check tonnage margin, ram repeatability, crowning capability, and tooling load capacity |
Note: The above table is only for the first round of judgment. Final tonnage, springback compensation and tooling matching should still be confirmed with material certificate, drawing requirements and trial bend results.
.jpg)
Why 304 and 316 Cannot Be Judged by a Fixed Coefficient Alone
Limitations of the fixed coefficient method
When calculating the tonnage required for bending 304 and 316 stainless steel, many workshops are accustomed to directly multiplying ordinary mild steel tonnage by a fixed stainless-steel factor. This method is feasible as a preliminary estimate, but it is not suitable as a final conclusion. Because the actual tonnage will also be affected by the material strength, condition, V-die opening, bending process and angle requirements.
304 and 316 mechanical property differences
Many people think that 316 corrosion resistance is stronger, bending difficulty must be higher, but in fact the two are not directly related.
According to standard mechanical property data, both 304 and 316 stainless steel have a lower-limit yield strength (Rp0.2) of 205 MPa and a lower-limit tensile strength (Rm) of 515 MPa. Numerically, 304 and 316 strength difference is very small, so 316 is not inherently harder to bend than 304.
What often creates the bigger difference in bending behavior is the material batch, not the grade alone. For example, the same 304 stainless steel, different batches of measured Rm may differ by 50-80 MPa, this gap between batches on the tonnage and springback is usually much greater than the grade difference between 304 and 316.
So the correct order of judgment is: first look at the measured Rm on the material certificate, and then estimate the bending force. Do not apply empirical coefficients directly according to the material grade.
.jpg)
Suitable readers
This article is suitable for the following categories of people:
Key differences between 304 and 316
First look at the grade, then look at the material certificate
In production, you cannot look only at the “304” or “316” grade designation; you also need to check the material certificate for actual tensile strength, yield strength, sheet condition, surface condition, and thickness tolerance. Because even within the same grade, different batches may show differences in bending feel and springback.
Why 300 series is more difficult to bend
304 and 316 are austenitic stainless steels, and work hardening is more obvious in this type of stainless steel during the forming process. That is, as the punch presses downward, the plastic deformation of the material will become harder, and the deeper the pressure, hardening tends to be more serious.
Therefore, 300-series bending requires a high degree of rigidity of the equipment, condition of the press brake tooling, and the ability of the system to compensate for springback.
Key variables affecting differential judgment
There is no absolute rule that 304 or 316 is always harder to bend, because there are many key variables affecting the quality of bending, such as the actual tensile strength of the material, sheet thickness, bending length, V-die opening, process, the target inside radius. The grade is just an identifier; the real factors that determine bending quality are the core variables mentioned above.
.jpg)
Estimation of bending force for 304 and 316
Why the tonnage table is based on mild steel
Many press brake tonnage tables are drawn up using mild steel as a benchmark, because mild steel is the industry’s most common control material, which can be used as a starting point for tonnage estimates, but the specific strength benchmarks used need to be determined according to the manufacturer’s tonnage table.
When calculating the tonnage required for bending stainless steel, we need to derive a preliminary tonnage based on the tonnage table for mild steel, and then make parameter corrections on this basis to arrive at a stainless steel bending tonnage that is more in line with the actual working conditions.
How to use the correction factor
Correction factor is suitable for the initial calculation, but it is not the only answer. We can first find out the initial tonnage for the same thickness, length and V-die opening based on the mild steel benchmark tonnage table, and then correct for the actual strength of the material, tooling and process.
A reliable estimating formula is:
Material strength correction factor = actual stainless steel tensile strength ÷ baseline material tensile strength from tonnage table
Preliminary estimated bending force = mild steel baseline bending force × material strength correction factor
But the calculation does not end there. Because actual tensile strength can vary, the correction factor can vary as well. V-die opening, bending process, target inside radius, material batch, and machine tonnage margin will all continue to affect the result. So when making a preliminary calculation, we still need to correct it according to the strength benchmark.
Effect of V-die opening variation on tonnage
With the same sheet thickness, the required bending force can vary greatly with different V-die openings. The problem that many machines can’t bend is not that the tonnage is false, but that the V-die opening is selected too narrow. In general, the smaller the V-die opening, the higher the tonnage requirement, and the risk of material indentation, cracks, tooling damage and equipment damage becomes greater.
Field judgment process for bending force
The standard field judgment process should follow the following five steps:
Judgment and control of stainless steel springback
The formation mechanism of stainless steel springback
Springback, to put it plainly, is a phenomenon of elastic recovery produced by the material after the release of force. When the punch is pressed down, the material will produce a part of plastic deformation and elastic deformation; after the external force is released, the plastic deformation part remains unchanged, while the elastic deformation part will try to restore the original state.
Generally speaking, the higher the yield strength of the material and the larger the inside radius and V-die opening, the more pronounced the springback of the material usually is. The stainless steel itself is more likely to have a significant springback than ordinary mild steel, mainly because stainless steel is more likely to be deformed due to external forces when forming, and the elastic recovery will be more obvious after releasing the pressure.
Therefore, stainless steel bending can not only look at whether it can be formed, but also must be considered in advance springback compensation.
Why Stainless Steel Air Bending Requires More Compensation
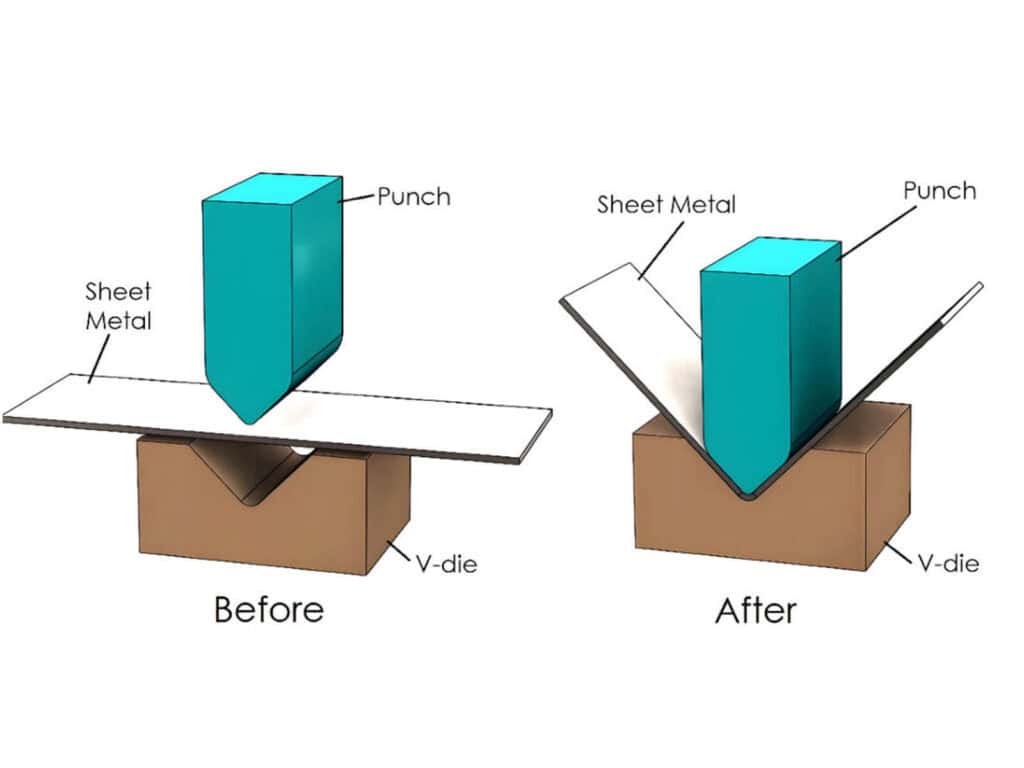
Air bending does not completely press the sheet into the bottom of the lower die, but relies on punch depth to control the final bend angle. In other words, the final bend angle is not determined by the tooling alone, but by the combined effect of punch depth, material strength and thickness, and springback. When material strength, thickness, V-die opening, or batch changes, the final bend angle may also change.
This characteristic is even more pronounced with stainless steel. Because stainless steel has more springback and is more sensitive to changes in downward pressure depth, the angle may be different for different material batches, even under the same CNC program. This is why stainless steel relies more on program compensation, depth corrections and trial bend verification in the air bending process than plain mild steel.
Differences in springback between 304 and 316
Both 304 and 316 are austenitic stainless steels where springback control is a priority. For the first-round estimate, we can start by estimating the compensation according to the following angles:
However, the final compensation must be determined according to the sheet thickness, V-die opening, material batch and trial bend results.
Common springback control methods
You can also click on “how to reduce springback in press brake bending” for further reading.
.jpg)
Stainless steel tooling selection points
Smaller V-die opening is not better
Many newbies think that the smaller the V-die opening is, the more accurate the bending angle will be. This is a very dangerous misunderstanding.
The fact is: the smaller the V-die opening, the tonnage required for bending will go up, which will increase the risk of indentation and cracking of the material, and the burden on the equipment and tooling will become greater. Especially for stainless steel and surface-sensitive parts, reducing the V-die opening is increasing the bending difficulty and risk of damage.
How to determine the starting V-die opening for stainless steel
However, the final V-die opening still needs to be judged based on material type, sheet thickness, target inside radius, surface requirements, and other production conditions.
When we choose the V-die opening, we can not only look at the tonnage and springback, but also check the minimum flange length. Because after the V-die opening is enlarged, the die shoulders move farther apart relative to the flange support length, if the minimum flange length is not enough, the lower die may not be able to hold. Therefore, if you only increase the V-die opening without checking the minimum flange length, the part may look feasible on the drawing but fail to form properly on the shop floor.
Matching of punch radius, inside radius and V-die opening
In air bending, the inside radius is not only determined by the punch, it is also influenced by the size of the V-die opening and the material itself. In the case of stainless steel, the relationship between inside radius and V-die opening can be simply understood as follows:
As a starting estimate, the inside radius can be taken as approximately 0.2V, and then the V-die opening size can be adjusted according to actual needs.
The inside radius is also affected by the punch radius. If the punch is too sharp, it will be easier to leave indentation on the surface of stainless steel, especially on the brushed stainless parts, mirror-finish parts, and film-coated parts.In addition, even with the same set of tooling, but after changing different thickness or different batches of stainless steel, the formation of the inside radius will also change. Therefore, if the drawings have clear requirements for inside radius, it is necessary to confirm by trial bend again after changing the material.
Why Surface-Sensitive Parts Should Be Considered Separately
Surface-sensitive stainless steel parts such as brushed, mirror-finish, and film-coated parts are very sensitive to indentation and scratching, so when bending these parts, we should not only consider whether the tonnage is sufficient, but also pay attention to friction and support methods. For example, lay a protective polyurethane film on the surface of the lower die, or use a non-marking die with rotating inserts. You can click on “surface protection in stainless steel bending” to read more.
Grain direction and risk of cracking
In addition to V-die opening, punches and inside radius, grain direction is a factor that cannot be ignored in stainless steel bending. Especially in the case of small inside radius, thick plate or small forming space, if the relationship between the bending line direction and the plate rolling direction is not correct, the outside of the material may be at risk of cracking.
Therefore, when encountering small inside radius, thick plate or forming space is small, in addition to checking the tooling and tonnage, but also to confirm whether the bending line is properly oriented relative to the rolling direction, to avoid misinterpretation of the cause of cracking of the material as a problem with the equipment or tooling.
This has always been a key point in stainless steel sharp-bend forming guidance.
.jpg)
Selection of Air Bending, Bottoming, and Coining
Why air bending is preferred
Air bending is the most commonly used bending process for most stainless steel bending. The reasons for this are: firstly, the tonnage required for air bending is relatively low and the wear and tear on the tooling is low; secondly, with air bending there is usually no need to change the tooling and the angle can be bent by simply changing the depth of the punch, so it is very flexible. Therefore, it is well suited for most regular production and frequent changeovers scenarios.
When Is Bottoming Suitable?
Bottoming uses the punch to press the sheet fully into the bottom of the lower die, which reduces the springback of the material to a large extent. As a result, it has a high degree of angular consistency and is capable of bending extremely small inside radii, which makes it ideal for special cases where extremely tight dimensional tolerances and precise inside radii are required. But the price is also clear: higher tonnage, tooling angles to match, and less flexibility for changeovers.
It is more suitable for this type of scenario:
Bottoming should not be treated as the default process. It should be evaluated only when air bending is already difficult to control in terms of angle consistency.
Limitations of stainless steel coining
Coining is not the same as bottoming. Coining requires higher pressure and produces less springback, but it also places higher demands on machine tonnage, tooling load capacity, and frame rigidity.
Therefore, coining is not a routine process for stainless steel bending. It is only suitable for projects with tight angle tolerances, very small inside radius requirements, and fixed batch production.
The day-to-day decision order is simple: start with air bending, then evaluate bottoming, and consider coining only last. You can also click on “air bending vs bottom bending vs coining” to learn more about the differences between the three.
Judgment criteria for process selection
The standard order of judgment of the process is: first look at the drawings on the angular accuracy, inside radius and surface requirements, then look at whether the batch is fixed, and finally check whether the machine tonnage and tooling load capacity still have enough margin.
In process selection, the rule is simple:
|
Process |
Air bending |
Bottoming |
Coining |
|---|---|---|---|
|
Core characteristics |
Gapped, path controlled |
Press to bottom, matching tool |
High-pressure sizing / sharp-radius coining |
|
Springback |
High |
Low |
Minimum |
|
Tonnage |
Low |
Higher |
Maximum |
|
Typical applications |
Standard default process |
Fixed angle, high consistency |
Specific small inside radius/very tight tolerances |
.jpg)
Process judgment of typical workpieces
General-purpose box and kitchen equipment parts
Seaside, pharmaceutical and chemical equipment parts
Brushed, mirror and film-coated sheet
Thick plates and high consistency workpieces
Item information to be prepared prior to request for quotation
What parameters should the customer provide
The following parameters can be provided in order to obtain precise selection recommendations from the supplier’s side:
What recommendations should the supplier return?
A reliable supplier will be able to advise you on the parameters you have provided above:
Conclusion
When selecting a press brake for stainless steel, especially 304/316, tonnage is only the starting point, the real key factors that determine whether the machine can bend accurately and stably over the long term without damaging the tooling are frame rigidity, ram repeatability, crowning capability, and the tooling system.
If you need to do 304/316 stainless steel bending, but are not sure what kind of bending solution to choose, you can send us your material grade, thickness, drawings, target angle, target inside radius and surface requirements. We will provide you with preliminary tonnage judgment, suitable process selection and reasonable tooling configuration based on this information to help you find the right bending solution faster.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog

What Is a Sheet Metal Press Brake Machine? Working Principles, Bending Techniques & Buying Guide

What Is a Press Brake Used For? 16 Industry Applications and 8 Types of Bends
-1024x768.jpg)
10 Common Press Brake Air Bending Problems: Causes, Troubleshooting, and Fixes

Press Brake Tonnage Explained: Learn How to Calculate for Optimal Performance
Press Brake Tooling Guide: Punches, Dies, Types and Selection

Press Brake Bending Basics: Everything You Need to Know for Efficient Bending

One-Stop Guide to Hydraulic Press Brake: Working Principle, Bending Process & Applications
.jpg)
Why Is My Press Brake Angle Inaccurate? Common Causes, Diagnosis Flowchart & Fix Priority

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect
Bend Allowance vs Bend Deduction vs K-Factor: How to Calculate Sheet Metal Flat Patterns (With Examples)

Press Brake for Automotive Sheet Metal Parts: Springback Control, Mark-Free Tooling & Hemming
V-Die Opening Rule (6t/8t/10t): How to Choose Die V for Accurate Bending
Post Your Review
Share Your Thoughts And Feelings With Others
2 responses to “Stainless Steel Bending Force: 304 vs 316 (Correction Factors, Springback & V-Die Selection)”
Sitenizi tesadüfen buldum ama bundan sonra sık sık ziyaret edeceğim kesin.
Gerçekten çok faydalı ve bilgilendirici bir içerik olmuş, emeğinize sağlık.