
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
.jpg)
.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Quick answer
Under the same conditions of material, sheet thickness, and bend length, the tonnage requirements for air bending, bottoming, and coining differ. Generally:
Therefore, when purchasing a press brake, one must not focus solely on tonnage but must also consider safety margins, continuous production, material variations, and actual processing requirements. If the actual forming requirements in the drawings are closer to bottoming or coining, but the tonnage is still calculated based on air bending during press brake selection, the most common consequence on the shop floor is not that the part cannot be processed at all, but rather that the press brake operates under high load for extended periods. This leads to increased difficulty in first-part setup, reduced angle consistency, and a significant rise in the load on the tooling and the press brake.
30-second decision chart
|
Bending method |
Air bending |
Bottoming |
Coining |
|---|---|---|---|
|
Relative tonnage |
1x |
Approx. 3–5 times |
Approx. 5–10 times or more |
|
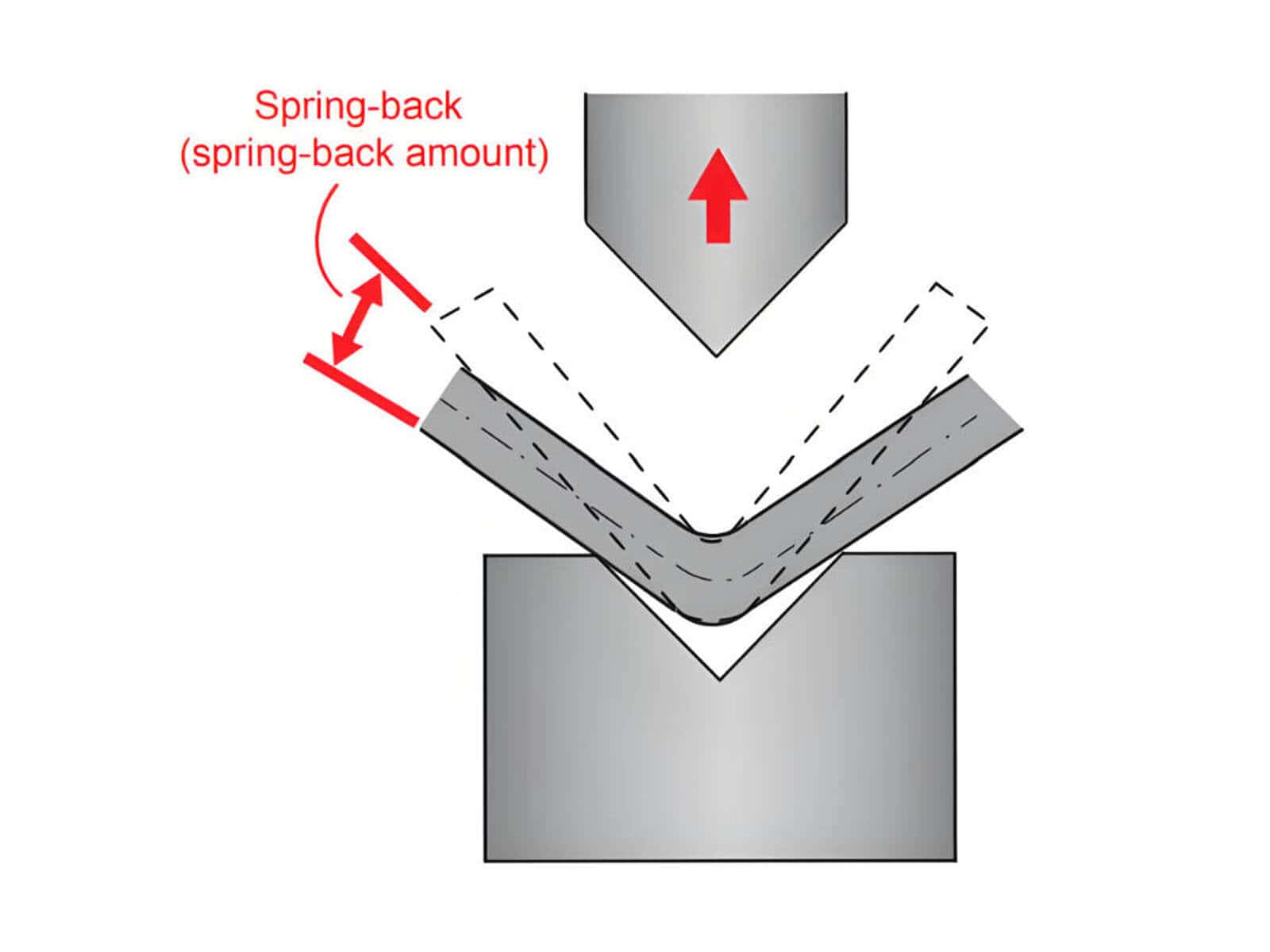
Springback control |
More dependent on compensation |
Better |
Strongest |
|
Tooling flexibility |
Best |
Lower |
Lowest |
|
Typical use |
Standard sheet metal |
Applications requiring lower springback and higher precision |
Special high-precision parts and applications with extremely small inside radii |
|
Selection risk |
Angles are susceptible to material variations |
High tooling matching requirements; increased load on press brake and tools |
High tonnage requirements; maximum load on the tooling and the press brake, and the greatest wear on tooling |
If you’ve based your tonnage calculations on air bending, but your actual work is closer to bottoming or coining, then even if the calculations on paper seem sufficient, your actual press brake may still lack the necessary tonnage.
Why does the tonnage vary so much when changing processes?
Many people may wonder: Why does the calculated tonnage seem sufficient, yet the press brake struggles during actual operation?
The reason is simple: the tonnage multiplier changes with the bending method. All subsequent data comparisons in this article are based on the premise of “same material, same thickness, same length.” By changing only the process, we provide a clear illustration of the differences in tonnage requirements across various processes.
Key differences: how to understand the tonnage logic of the three processes?
Air bending tonnage — benchmark: 1x
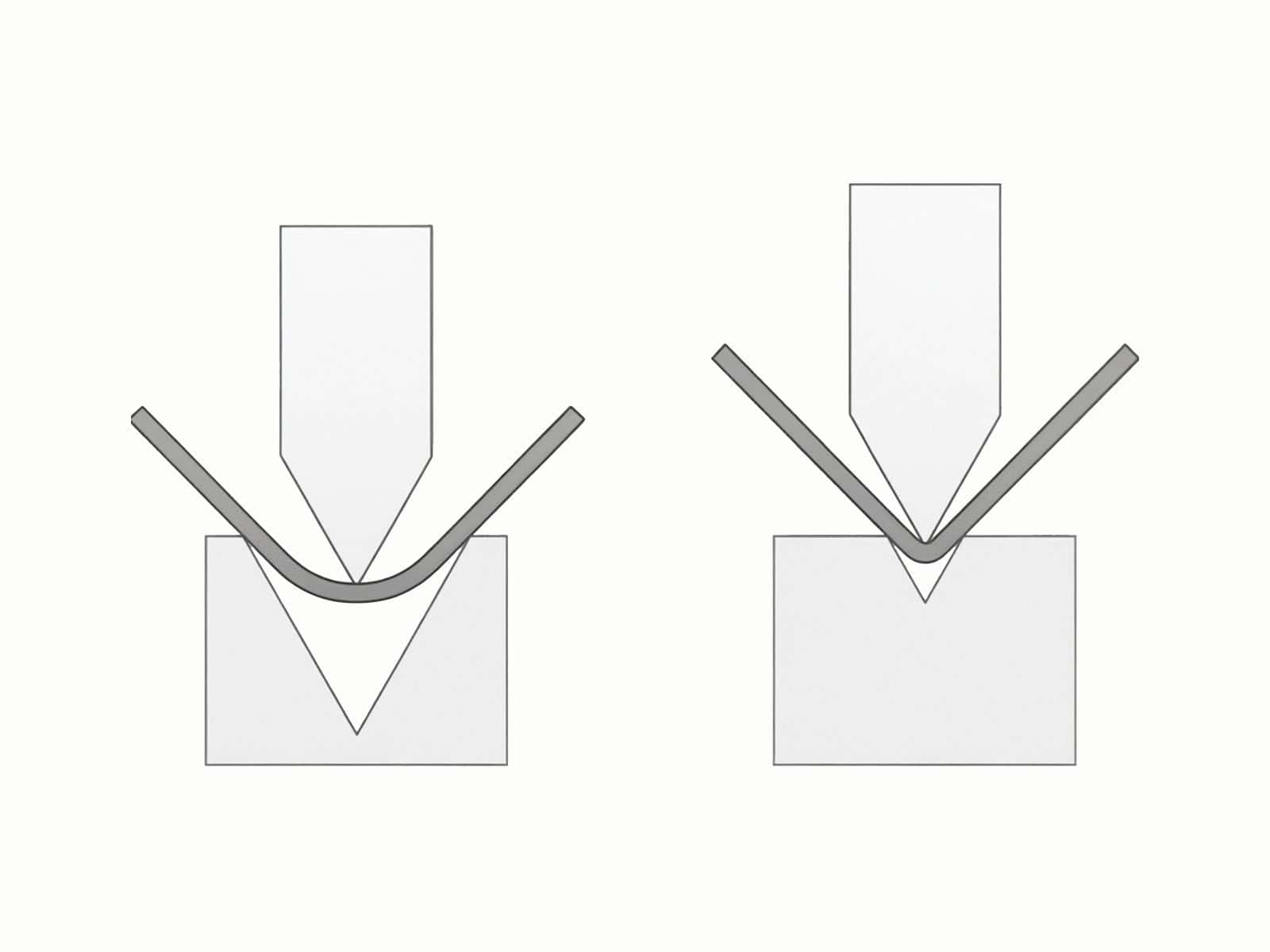
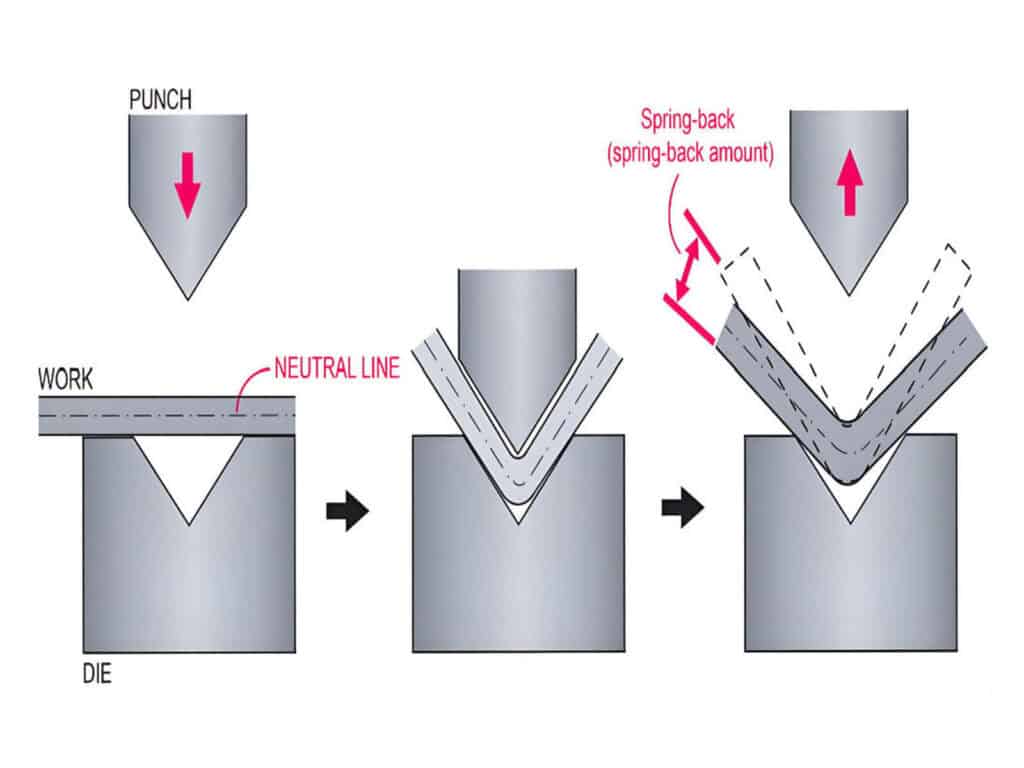
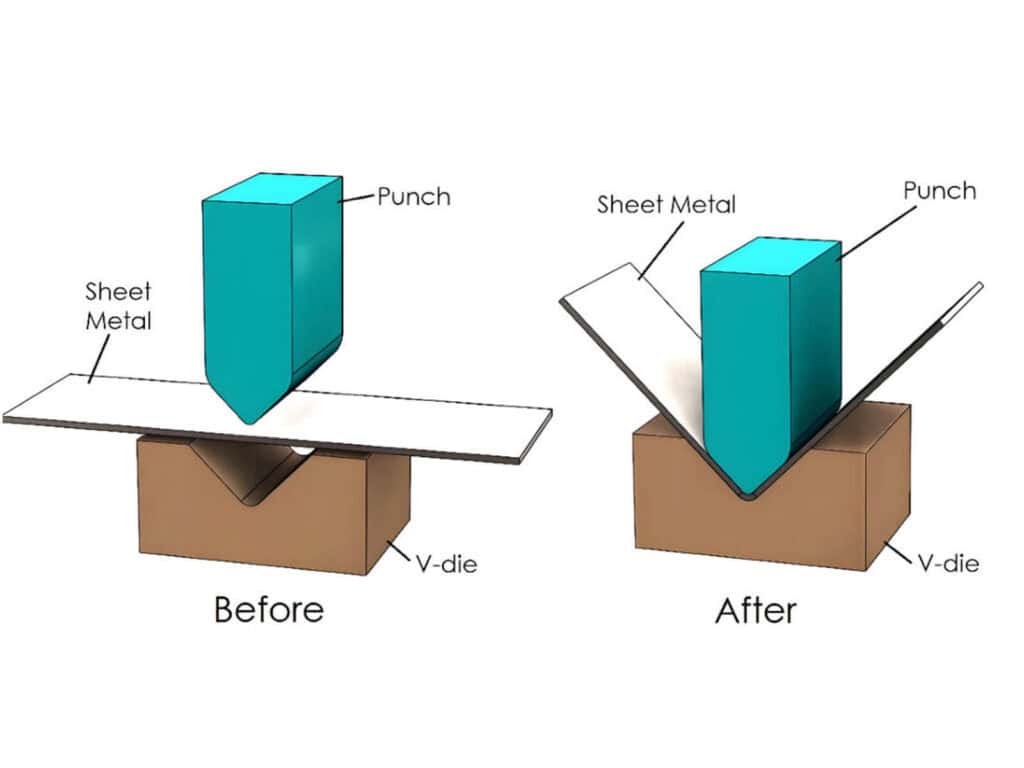
In air bending, the sheet metal primarily makes three-point contact with the tip of the punch and the die shoulders on either side of the V-die. The bend angle is mainly determined by the penetration depth of the punch, rather than pressing the sheet metal all the way to the bottom of the lower die. Since air bending involves the least frictional resistance, it requires the lowest tonnage; most press brake tonnage calculations are based on this method.
In most modern sheet metal production, air bending is the most common process because it requires low tonnage, offers high flexibility, and allows for quick changeovers. However, it is also more sensitive to material strength and variations in sheet thickness, V-die opening, and springback control. ( Related technical reading: Air Bending, Bottom Bending, and Coining Process Comparison )
.jpg)
Bottoming tonnage — medium level: typically about 3–5 times
In bottoming, the sheet is fully pressed into the lower die, allowing the bend angle to more closely match the die angle. The goal is to make the bend angle more closely match the die angle and further suppress springback. Because the contact area between the sheet and the lower die is larger and the applied pressure is greater, the tonnage required for bottoming is significantly higher than that for air bending.
In many technical references, bottoming is often estimated at about five times the tonnage of air bending. This is a common rule of thumb.
.jpg)
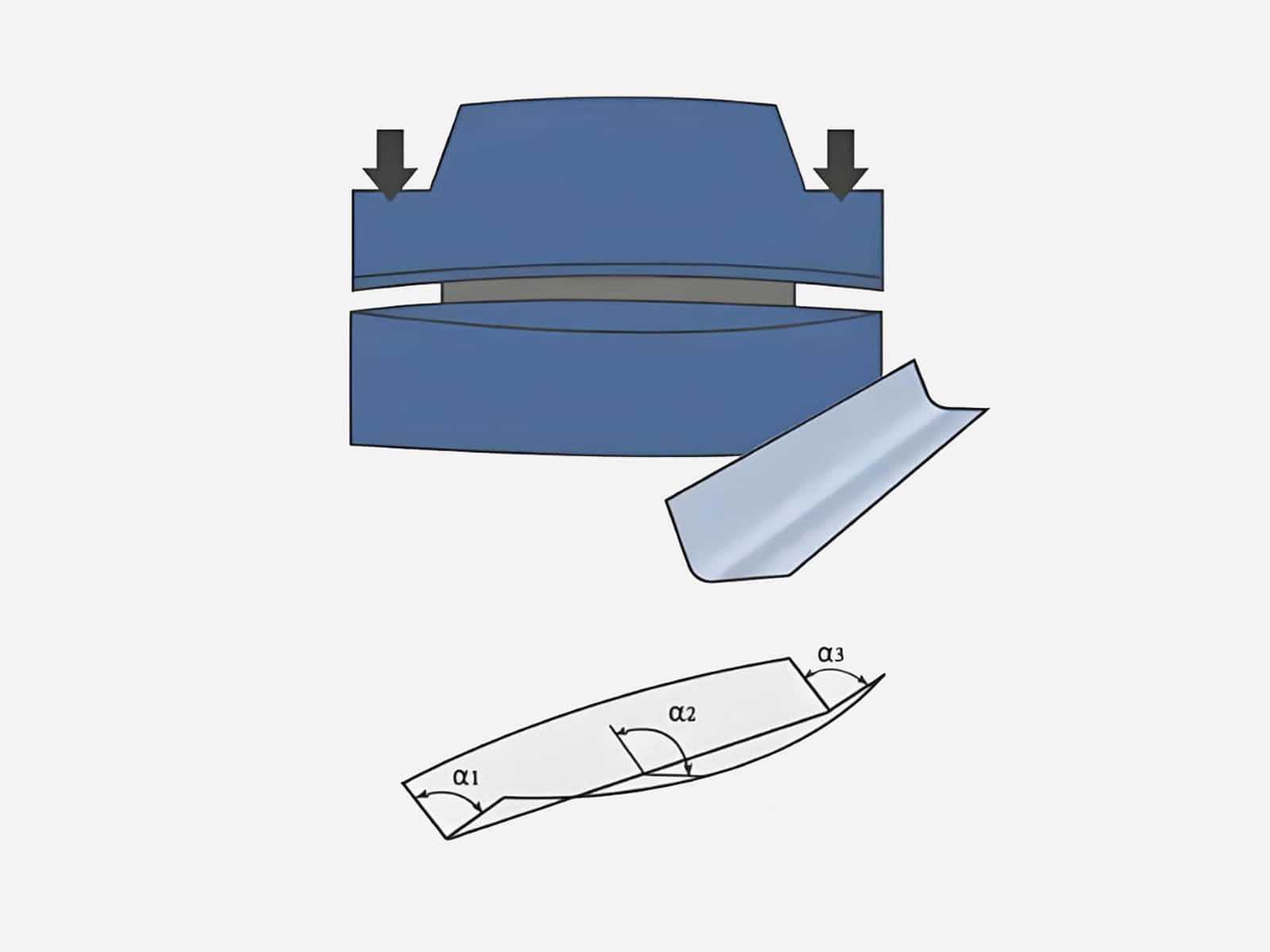
Coining tonnage — heavy-duty: typically 5–10 times or more
In coining, the punch presses the material into the lower die using higher localized pressure, causing greater plastic deformation. Coining significantly reduces material springback and offers extremely high angular accuracy and repeatability, but it also places the greatest load on the press brake and tooling.
Coining is not “more advanced” than bottoming; rather, it forces plastic deformation through higher localized pressure. It is primarily used to address specific scenarios involving sharp angles, extremely small inside radii, or extremely high repeatability requirements, and is not a standard practice for conventional sheet metal parts.
.jpg)
Dynamic variable reminders
To avoid misinterpretation, all multiples mentioned in this document represent only typical ranges, not fixed values applicable under all operating conditions. In actual production, the following factors may influence the actual tonnage required:
Case study: how much does the tonnage vary among three processes for the same sheet metal?
Standard operating conditions
To more clearly compare the tonnage differences among the three processes, we will use the same operating conditions in the following example, varying only the process.
Tonnage Data Comparison Table
|
Bending method |
Air bending |
Bottoming |
Coining |
|---|---|---|---|
|
Relative tonnage |
1x |
Approx. 3–5 times |
Approx. 5–10 times or more |
|
Estimated total tonnage |
Approx. 90 tons |
Approx. 270–450 tons |
Approx. 450–900 tons or more |
|
Selection logic |
Select based on the reference value plus a safety margin |
Select the model based on 3–5 times the air bending reference value, plus a safety margin |
Select the model based on a 5–10× air bending reference value, after verifying the rated load of the press brake and tooling |
|
Recommended press brake range |
Typically configured at approximately 1.2 times the reference tonnage |
Typically configured at approximately 3.5–6 times the air bending reference tonnage |
Typically falls within the range of 6–12× or more of the air bending reference tonnage; separate calculation is required |
This example is intended to illustrate the differences in tonnage requirements under various processes. The final press brake tonnage should be verified based on the actual material, tooling, bending geometry, and the load limits of both the press brake and the tooling.
Engineer’s comments
In the example used in this article—10-gauge mild steel, 10 ft long, with a 1 in. V-die opening—air bending remains within the normal tonnage range, whereas bottoming and coining would push press brake requirements directly into higher load classes. If the actual process is not thoroughly understood before press brake selection, subsequent tonnage calculations—no matter how meticulous—will merely refine the error.
Safety margin rules for press brake tonnage — the real truth on the shop floor
Why can’t theoretical tonnage be used directly when purchasing a press brake?
Theoretical tonnage only tells you the minimum force required to bend the material into shape, but when actually purchasing a press brake, you must consider whether the press brake can maintain stability during continuous production, avoid overloading, and prevent accelerated wear.
Recommended basic safety margins
Why is a safety margin necessary? Here are four key reasons.
(1) Material performance variations
Even materials of the same type may not have completely consistent strength, thickness, grain direction, or springback behavior. A safety margin is reserved to compensate for these variations in the material.
(2) Long workpieces and high-load conditions
When bending long workpieces under high-load conditions, the press brake’s frame and hydraulic system are subjected to immense pressure. Additionally, it is essential to ensure that the force is distributed uniformly along the entire length of the workpiece, so sufficient safety margin must be provided.
(3) Tooling condition and wear
Tooling does not stay the same over time. As it wears, the contact conditions change, angle drift becomes more likely, and forming stability decreases. This effect is more pronounced under high-load conditions, so the press brake should not be sized only to the minimum required tonnage.
(4) Stability requirements for continuous production
The true test of a press brake in continuous production is whether it can maintain stability while producing 500 or 1,000 parts in succession. After continuous heavy-load operation, the press brake generates heat due to sustained running, and the system’s condition becomes unstable. In hydraulic press brakes, these changes often manifest as rising oil temperatures and slower system response times. Allowing for a safety margin ensures the press brake remains more stable under these thermal conditions, thereby guaranteeing angle consistency during continuous production.
Buying a press brake based on 100% of the theoretical minimum requirement may look like a budget saving. In actual production, press brake lifespan may be drastically shortened, batch consistency may deteriorate, and maintenance costs may rise significantly—ultimately leading to total costs far exceeding expectations.
Advanced tip: why is the angle still off even though the “tonnage is sufficient”?
Debunking a common misconception
Sufficient press brake tonnage merely indicates that the press brake can apply enough pressure; however, it does not necessarily guarantee the accuracy of the bending angle, the repeatability of flange dimensions, or the consistency of the angle along the entire length of long workpieces. In reality, many angle issues stem from compensation, springback control, tooling, and positioning—not simply applying more pressure.
Troubleshooting common non-tonnage issues
(1) Machine crowning deflection / compensation issues
(3) Incorrect tooling selection
(4) Back gauge repeatability

If the problem has moved from “cannot bend” to “batch instability, inconsistent results, and angle variation along the full length,” the focus should shift from tonnage to the press brake’s stability, control system, compensation capabilities, and the appropriateness of the tooling selection.
When buying a press brake, what tonnage logic should you use for machine selection?
Ask yourself these 3 questions
Question 1: Is air bending really your primary production method?
If 80% of your products are standard, general-purpose sheet metal parts, you should focus on the press brake’s flexibility, changeover efficiency, tooling coverage, and control system when selecting a model; a standard tonnage range is usually sufficient.
Question 2: Do you actually have a significant demand for bottoming?
If most of your products are precision structural components or workpieces requiring strict springback control, bottoming is indeed necessary. In this case, select a press brake with a tonnage 3–5 times that of standard air bending. However, if you only need more stable angles for specific workpieces, you don’t necessarily need to purchase a press brake designed for bottoming; instead, consider an air bending solution with a CNC and angle measurement system.
Question 3: Do you truly need coining, or are you simply seeking higher precision?
If your parts frequently feature extremely sharp corners, very small inside radii, or require exceptionally high repeatability, you should seriously consider whether coining is necessary. If you simply want to achieve higher precision, in many cases it is sufficient to prioritize an air bending solution equipped with an angle measurement system, compensation system, and high-precision tooling.
Selection criteria for three types of factories
Scenario A: conventional sheet metal fabrication shops
Selection is typically based on air bending processes, with greater emphasis on bending flexibility, tool change speed, and control system capabilities.
Scenario B: factories requiring high precision and low springback tolerance
It is necessary to carefully assess whether there is a significant demand for bottoming and coining. If so, the press brake should be sized on the basis of 3–5× the air bending tonnage. At the same time, verify the load capacity of both the tooling and the press brake.
Scenario C: factories with long workpieces and high requirements for batch consistency
In this case, the focus should not be solely on tonnage; factors such as crowning systems, frame rigidity, control systems, and backgauge repeatability must also be considered.
When selecting a press brake, avoid choosing a machine with barely sufficient tonnage, as this often leads to more trial bends, rework, and increased stress on the press brake in the future.
Conclusion
Do not select a press brake size based solely on a theoretical tonnage chart. Proper selection requires consideration of multiple factors, including workpiece type, process type, and safety margins. If you are unsure which tonnage of press brake to choose, please provide us with details regarding your actual process, material, thickness, bending length, and precision requirements. We will recommend the appropriate press brake tonnage, tooling, and safety margins based on your needs.
During the quotation phase, we recommend providing the supplier with the following parameters:
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog

Proper setup steps for Press brakes and analysis of common calibration issues
Press Brake Tooling Guide: Punches, Dies, Types and Selection
How to Reduce Springback in Press Brake Bending (SS/AL/MS Checklist)

The Ultimate Guide to Brake Press metal Material Thickness
Stainless Steel Bending Force: 304 vs 316 (Correction Factors, Springback & V-Die Selection)

Press Brake Clamping System Guide:Types,Tooling Compatibility&Faster Tool Changeovers

What Is a Tandem Press Brake? Benefits, Applications & Buying Tips

Pneumatic Press Brake: Complete Guide, Advantages, Applications & Buying Tips

What Is a 3 Axis Press Brake? Complete Guide to Structure, Benefits & Selection

Press Brake Attachment Guide (2026): Types, Uses, Tooling & Quick-Change Systems
V-Die Opening Rule (6t/8t/10t): How to Choose Die V for Accurate Bending

How Does an Electric Press Brake Work? Working Principle, Core Parts and Pros
Post Your Review
Share Your Thoughts And Feelings With Others
8 responses to “Press Brake Tonnage Comparison: Air Bending vs Bottoming vs Coining (How Force Changes + Safety Margin)”
Çok yararlı bi yazı olmuş hocam teşekkür ederim .Sizin yazılarınızı beğenerek okuyorum elinize sağlık.
I am truly thankful to the owner of this web site who has shared this fantastic piece of writing at at this place.
Bilgiler için teşekkür ederim işime son derece yaradı
There is definately a lot to find out about this subject. I like all the points you made
Yazınız için teşekkürler. Bu bilgiler ışığında nice insanlar bilgilenmiş olacaktır.
This is my first time pay a quick visit at here and i am really happy to read everthing at one place
Pretty! This has been a really wonderful post. Many thanks for providing these details.
I appreciate you sharing this blog post. Thanks Again. Cool.