
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
In the modern metal bending industry,enterprises face numerous challenges, such as long tooling changeover times,inaccurate positioning, poor repeatability, and human safety risks. These problems can be largely avoided by using a press brake quick clamping system. Its core value lies in enabling rapid tooling changeovers, precise positioning, and significantly improving overall equipment efficiency (OEE), helping us save tooling changeover time, improve positioning consistency,and reduce the risks of manual operation.
This article will focus on “press brake quick clamping system”, providing an in-depth analysis of their definition, composition, working principle, advantages and disadvantages, selection, operation and maintenance points, as well as application cases in actual production, common problems, and solutions. If you are wondering “How to choose a fast,efficient,and safe tooling clamping method for press brakes?” this article can help you find the answer.

What is a press brake quick clamping system?
Definition of press brake quick clamping system
The press brake quick clamping system is a clamping system used on press brakes. It can position, clamp, and release the die,and enables rapid tool changeovers. Unlike traditional segmented fastening or bolt fixing, the press brake quick clamping system emphasizes a release–load–lock workflow (often completed in one operation).
Why is it called “quick style”?
due to its tooling changeover/quick fixation feature:
The “quick style” stems from its core features:rapid tool changeover and high positioning repeatability. Depending on the level of system automation, the tool changeover time of the quick press brake clamping can be reduced from tens of minutes to half an hour to just a few minutes or even tens of seconds. Simultaneously,through self-centering and positioning pins, the tool height and position are repeatable from setup to setup,reducing repeated adjustments.
Composition of press brake quick clamping system
Working principle of press brake quick clamping system
First, the operator pushes the tooling vertically or horizontally into the designated position of the clamp, which then quickly locks and clamps the tooling via a handle, hydraulic or pneumatic system.
Secondly, the clamping mechanism uses the geometric fit between the reference surface,the positioning groove/safety groove and the clamping block to make the tooling automatically fit the positioning reference when clamping, thereby improving the stability of repeated positioning; the specific implementation method varies depending on the clamping structure.
Finally, the operator performs the reverse operation, the clamping releases the tooling with one click, the operator removes it, and replaces it with the next tooling setup, achieving efficient and continuous production.
Relationship and differences with ” Press brake tooling and clamping “
The press brake tooling and clamping (or the tooling mounting system) are the collective term for the supporting systems used to install, fix,and position the upper/lower dies on a press brake.These include upper die clamping, lower die holders/quick-change lower dies, positioning guides, and support accessories. Their core function is to ensure accurate positioning and high repeatability of the workpiece during the bending process.
The press brake quick clamping system is a type of tooling and clamping arrangement for press brakes. Its core features are “rapid tooling changeover” and “high positioning repeatability”, which can greatly improve work efficiency.
press brake quick clamping system compatibility
Important points to note: When selecting a model, you should confirm in advance whether your press brake interface, tooling specifications, and quick-change clamping standards are compatible.
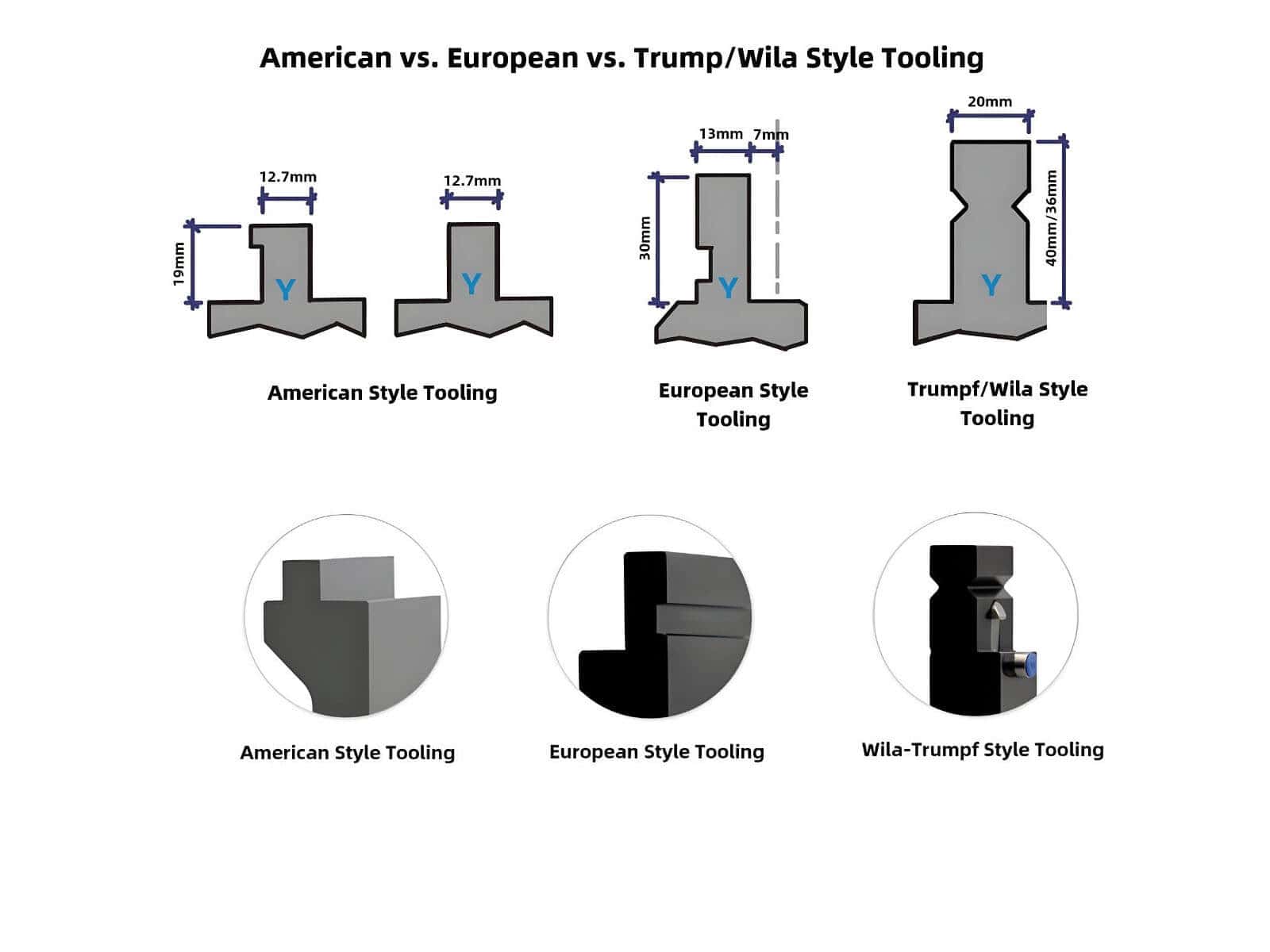
Common types of press brake quick clamping system
Before comparing quick-clamping options, it is helpful to understand the broader press brake clamping system guide, including mechanical, pneumatic, hydraulic, pressure plate, and quick-release clamping methods.
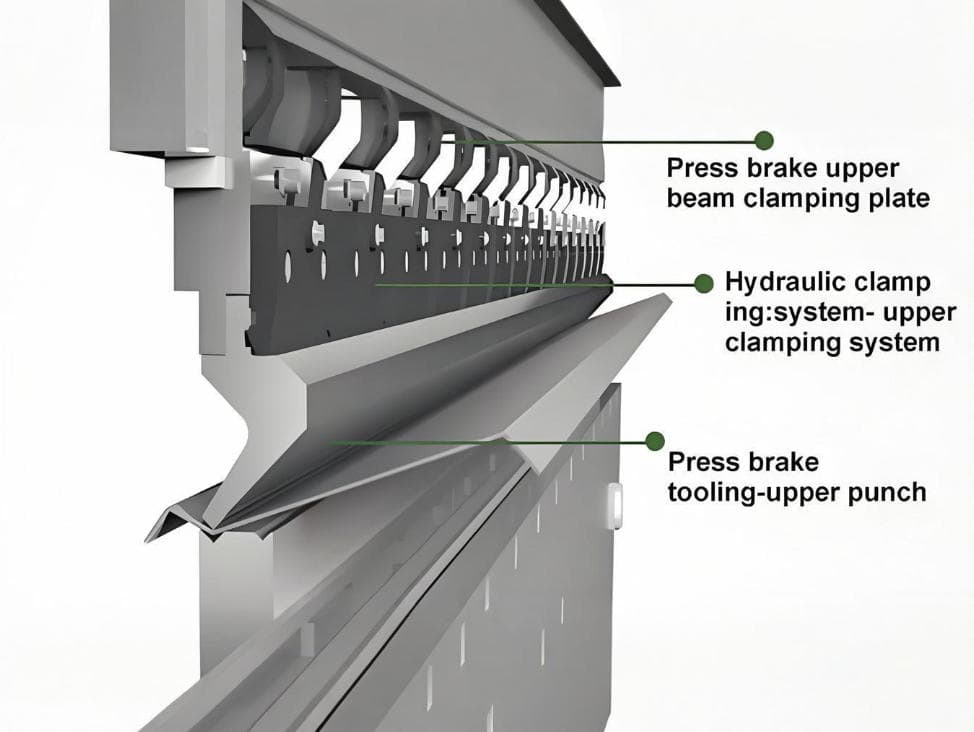
Upper punch quick clamping system
This is the most common quick-clamping system. Its core function is to achieve one-button or quick locking via a handle, pneumatic, or hydraulic mechanism. Operators no longer need to perform traditional bolt fixing, which can significantly shorten tooling changeover time and improve work efficiency.
Quick-change lower die / lower die base system (if applicable)
Although the lower die is replaced less frequently than the upper die,a quick-change lower die system is more suitable for certain production scenarios that require frequent switching of V-groove widths. It typically uses pneumatic or manual locking to fix the lower die on the guide rail of the lower die holder, ensuring that the center line of the lower die’s V-groove is aligned with the upper die.
Front-mounted / side-mounted / segmented tooling solutions
Manual quick clamp / hydraulic quick clamp / hybrid solution
For shops that change tools several times per day, clamp selection should not stop at structure or compatibility; the next step is to calculate quick clamp ROI in high-mix production based on tool change time, daily changeover frequency, and machine-hour cost.

Advantages and disadvantages of press brake quick clamping system
Advantages
Disadvantages
How to choose a suitable clamping system for a press brake quick clamping system?
According to the specifications of the press brake
Tool type tang/groove
Tooling changeover frequency vs.production batch size
Accuracy requirements vs.cost budget
If we are pursuing high precision and a high budget, we recommend prioritizing WILA type or ground European quick clamps. Taking the repeatability of the reference position as an example, the repeatability can reach±0.01mm.
If the budget is limited and the precision requirement is not very high, we can choose domestic or general mechanical European quick clamps, which are cost-effective and can meet 80% of the needs of sheet metal factories.
Safety and ease of operation
When operating equipment, safety must be the top priority. The clamping system of the press brake quick clamping system we selected must first have an anti-drop mechanism to prevent the tooling from directly hitting the operator’s hands or feet when the clamp is released; secondly, we need to consider whether the operation is convenient, such as whether the position of the clamping handle is convenient and whether the hydraulic buttons are easy to accidentally press.
Parameters to be confirmed before requesting a quote (purchasing/engineer checklist)
To help suppliers understand our needs more quickly and assist us in making the right choice, we can create a list of parameters:
Converting an old press brake into a quick clamping system:Feasibility and conditions
First, check the condition of the upper beam interface to ensure that the surface is flat and free from serious bumps or deformation. Also, check the structural compatibility; for example, the upper beam structure of some older press brakes (over 20 years old) may not be compatible with modern clamping interfaces.
Secondly, it’s essential to examine the press brake’s precision foundation and wear condition to ensure that the press brake’s repeatability is within a reasonable range and that wear is not severe. If the press brake body is severely worn or the upper beam is permanently deformed due to long-term overloading, even the best clamps will be ineffective.
Finally, it is essential to ensure that tooling standards are clear and consistent.
If we want to modify the press brake to use a hydraulic quick clamp, we also need to confirm whether the press brake has any remaining hydraulic ports or whether it allows for the installation of an external independent hydraulic pump station.
Although there are modification costs, we can see from the ROI calculation based on the tooling changeover frequency that if we save 1 hour per day on tooling changeovers, the cost can usually be recovered in 6-12 months based on labor wages and machine time costs.
Operating Guide:How to Quickly Install and Replace the Clamping System of a press brake quick clamping system
Steps for correctly installing the quick-press brake clamping
Operational safety precautions (power off,safety lock,even clamping,etc.)
When hydraulic systems are involved, pressure relief/locking should be performed according to equipment specifications. If necessary, use sliding block mechanical supports or safety stops to prevent malfunctions and accidental slippage.
Common mistakes and how to avoid them
First-piece verification process after replacement
The first step is to check whether the tools are fully in place and confirm that the tool tang is fully attached to the top of the clamping.
The second step is to use your hand or a ruler to check whether there are height differences or gaps between the segmented tooling.
The third step is to perform a trial bend and repeatability check. First, perform a trial bend to check for any collisions; then perform a trial bend to check for angle consistency.
The fourth step is to update the tooling height parameters in the press brake’s CNC system or recalibrate the pressure origin; otherwise, it may cause tooling collision or incorrect bending angle.
Fifth, check whether the clamping is positioned accurately, and adjust the clamping force with a torque wrench if necessary.
Maintenance and care techniques
Maintenance of clamps and tools
Regularly check clamping force and repeatability
Regularly calibrate the clamping force of the clamping system using a torque wrench or clamping force tester. Regularly measure the critical dimensions and angular differences of the tooling after reassembly using a dial indicator, laser displacement gauge, or other measuring tools. If the positioning error exceeds the manufacturer’s specifications, adjust the guide rails or replace worn parts promptly.
Criteria for determining replacement parts
Recommended to use genuine parts versus non-genuine parts
It is recommended to prioritize the use of original equipment manufacturer (OEM) parts, especially locating pins, locking components, and seals, to ensure that the material heat treatment standards and precision tolerances are compatible with the overall machine. Non-OEM parts may have issues such as dimensional errors, incompatible materials leading to faster wear, and aging of seals. If the company has a limited budget or supply chain constraints and plans to use non-OEM parts, it must choose certified alternatives and undergo rigorous verification.
Practical application cases and user feedback
Improving cycle time in multi-variety,small-batch factories
Taking a chassis manufacturing plant as an example, the plant previously used traditional bolt-plate clamps, requiring tooling changeovers more than 15 times a day, with each change taking an average of about 40 minutes, putting significant pressure on labor costs and work efficiency.
After introducing rapid pneumatic clamps, the tooling changeover time was reduced to about 4 minutes, daily production capacity increased by about 30%, and the number of employees was reduced from 2 to 1, saving labor costs and significantly improving the responsiveness to flexible orders.
Rapid changeover of automotive and home appliance sheet metal
Taking a certain auto parts factory as an example, the factory mainly produces high-frequency, multi-variety parts. It originally used American standard clamps, but manual tool changeover had a high error rate and large positioning fluctuations. After switching to a hydraulic quick clamping system, the tool changeover time was shortened to about 5 minutes, the repeatability accuracy fluctuation of the reference position decreased to ±0.06mm, and the scrap rate decreased by about 70%.
Heavy-duty clamping solutions for machining thick plates and long parts
Taking a construction machinery manufacturing plant as an example, this plant processes workpieces that are 20mm thick and 6 meters long, which requires extremely high clamping force and positioning accuracy. After introducing a segmented hydraulic locking system, the clamping force of each segment increased by about 300%, there was no workpiece displacement during the processing, the dimensional consistency was improved, and the scrap rate caused by insufficient clamping was reduced.
Tooling changeover practices in flexible manufacturing/single-piece flow
Taking a large elevator component factory as an example, the factory has implemented automated and flexible production, controlling the tooling changeover target speed to approximately 2.5 minutes. By introducing an intelligent quick-change system, it can automatically identify tooling parameters, achieve automatic tooling retrieval and zero-adjustment switching, and improve the overall equipment efficiency from approximately 65% to approximately 88%, becoming a typical case of flexible manufacturing.
Conclusion
The role of press brake quick clamping system in modern manufacturing is becoming increasingly prominent. With their core features of “tooling changeover and precise positioning”, they have become essential tools for enterprises to improve production efficiency, enhance accuracy, and ensure operational safety.
If you would like to learn more about press brake quick clamping system or other metal processing equipment,please leave your contact information or product page link below. You can also contact Raymax Tech directly. We have professional quick-change clamping products and customization capabilities, and can provide you with customized system design, machine integration, and on-site installation services.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
FAQs








Related Blog
Press Brake Tooling Compatibility Guide: Punch & Die Standards, Segmented Tools & Clamping Fit
Tooling & Clamping for High-Mix Production: Quick Clamp vs Hydraulic Clamp vs Manual Clamp ROI
Press Brake RFQ Checklist: 14 Fields You Must Provide for an Accurate Quote
-1-1024x768.jpg)
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist
-1024x768.jpg)
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
-1024x768.jpg)
How to Measure Press Brake Bending Angle: Tools, Methods & Calibration Pitfalls
.jpg)
Stainless Steel Bending Force: 304 vs 316 (Correction Factors, Springback & V-Die Selection)
-1024x768.jpg)
Press Brake Tonnage Comparison: Air Bending vs Bottoming vs Coining (How Force Changes + Safety Margin)

Non-Marking Press Brake Bending: How to Prevent Scratches on Brushed, Mirror-Finish & Film-Protected Sheets

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect

Press Brake for Stainless Steel: Tonnage, V-Die Selection, Springback & Surface Protection
Post Your Review
Share Your Thoughts And Feelings With Others