
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines

-1-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Quick answers
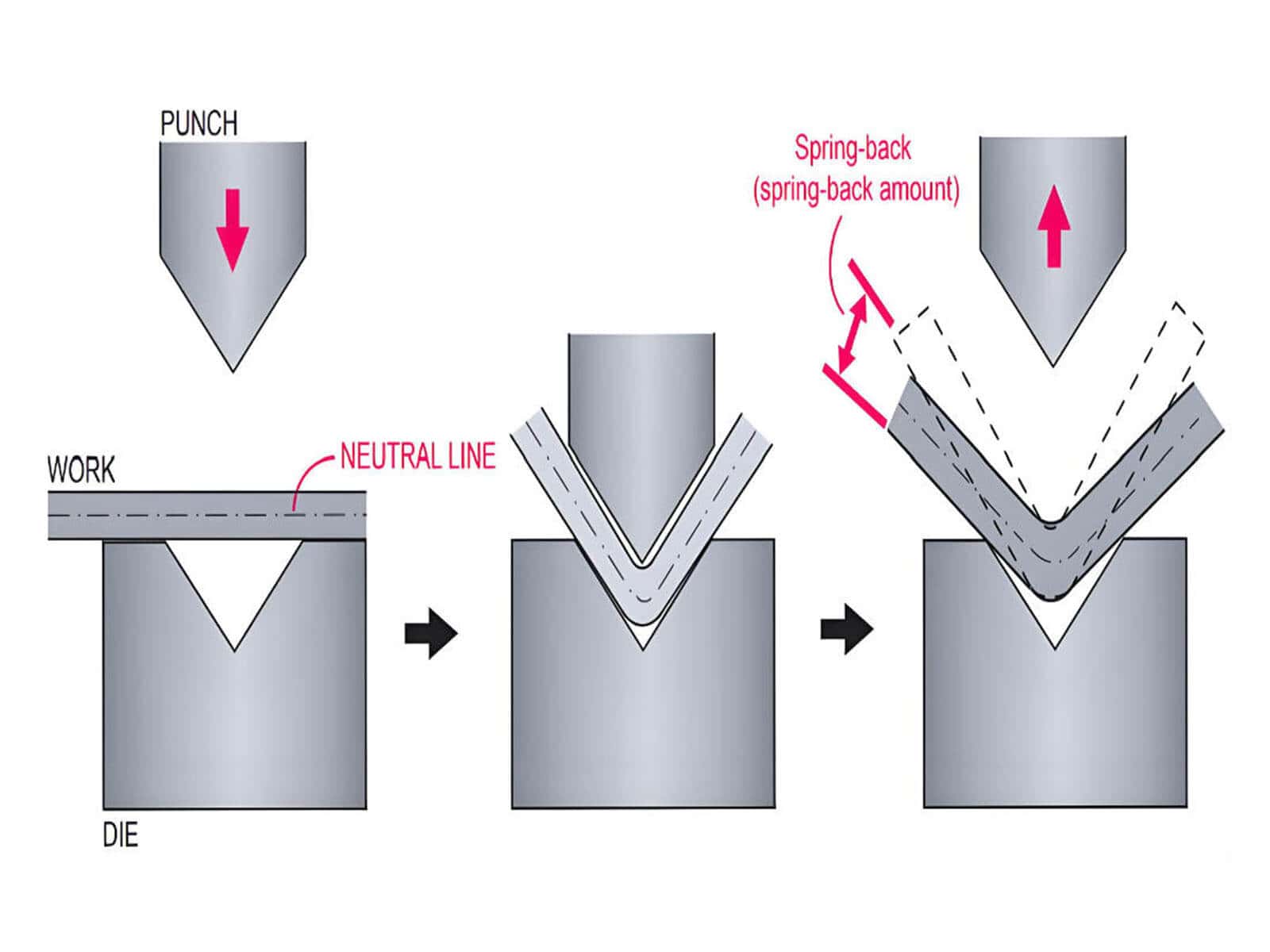
Press brake springback refers to the phenomenon in which the bend angle slightly opens after a sheet is formed on a press brake due to the sheet’s elastic recovery. Due to the simultaneous plastic and elastic deformation of metal during bending, once the pressure disappears, the partially plasticized parts will attempt to restore their original state. So this phenomenon is almost inevitable in bending.
How can we reduce springback? Common methods include overbending, selecting the appropriate punch radius and V-die opening, using bottoming or coining when needed, and using a CNC press brake equipped with angle compensation and crowning/deflection compensation.
It should be noted that there are differences in yield strength, springback law, and applicable processes among SS (stainless steel), AL (aluminum), and MS (low carbon steel), and the same set of empirical values cannot be applied. They should be controlled separately based on their material properties.
Introduction
In the sheet metal workshop, many people may mistakenly think that bending springback is just a small error when they encounter it for the first time during operation. However, after starting mass production, they realize that this “small error” can cause a lot of trouble. Specifically, it shows up as unstable bend angles, dimensional deviation, increased rework and scrap, and longer machine adjustment time. Many factories attribute these issues to operator skill problems, but the real reasons actually lie in materials, processes, and equipment, such as material fluctuations, incorrect tooling selection, incorrect process methods, and insufficient equipment compensation capabilities. If bend angles are still inaccurate after considering springback, read our guide on why your press brake angle is inaccurate.
In this article, we will explain the definition of bending springback, how it is generated, methods to reduce springback in press brake bending, how to control the springback of SS/AL/MS, and when to consider higher-spec press brakes.
What Is Press Brake Springback and Why Does It Happen?
What is springback
Springback is the phenomenon in which, after the punch presses the material into the lower die to complete the bend, the angle opens up again, the inside radius becomes larger, or the formed result deviates from the target value (attempting to return to the original shape) when the pressure is released and the punch is lifted due to elastic recovery.
How Springback Typically Shows Up on the Shop Floor
Here are some common scenarios:
Why does springback happen
The reasons for springback may be due to the following:
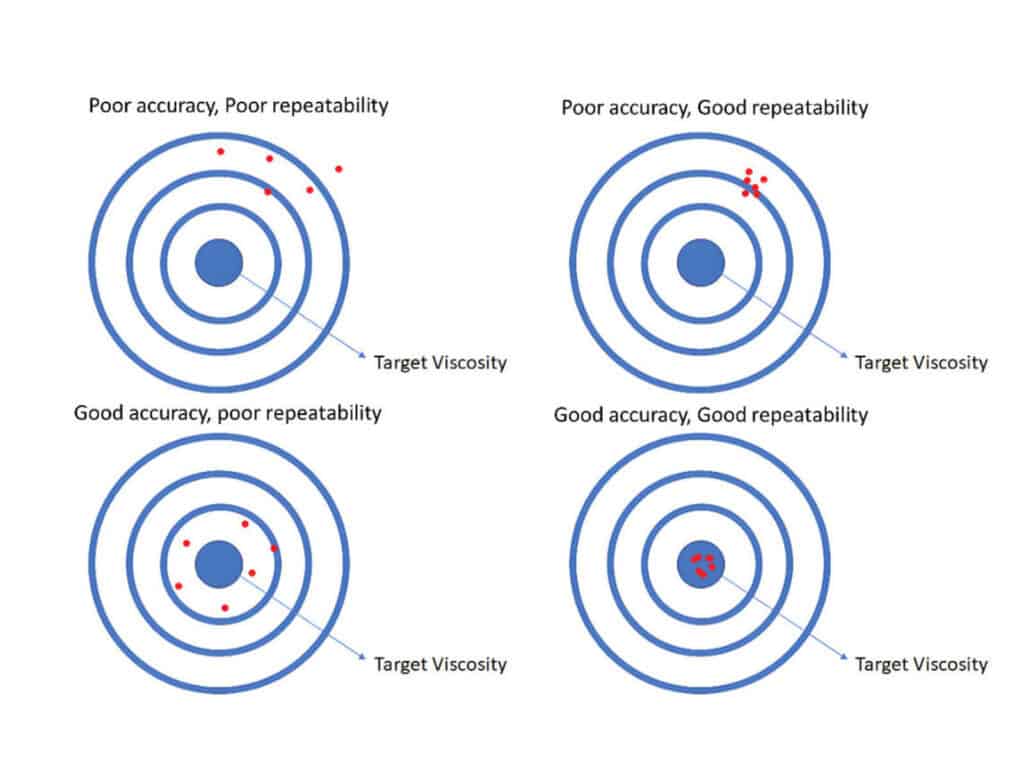
The relationship between Springback and accuracy/repeatability
If springback remains stable, it mainly affects the accuracy of an individual part; But what really troubles factories is often springback variation caused by small fluctuations in material batches, hardness, thickness tolerance, and similar factors, which can result in significant differences in the angle performance between the first and 50th pieces.
How to Reduce Springback in Press Brake Bending
Method 1: Overbending Technique
This is the most common and basic method, as material springback can cause the actual angle to be slightly larger than the expected angle.
Therefore, when bending, we can make the actual inside bend angle slightly smaller than the target angle. For example, if our target internal angle is 90° and the material is expected to spring back by 2°, we can set the bending program to 88° so that after the pressure is released, the final angle of the material after springback is exactly 90°.
However, compensating for overbending angles is not necessarily better, as excessive or insufficient compensation can lead to unsatisfactory angles.
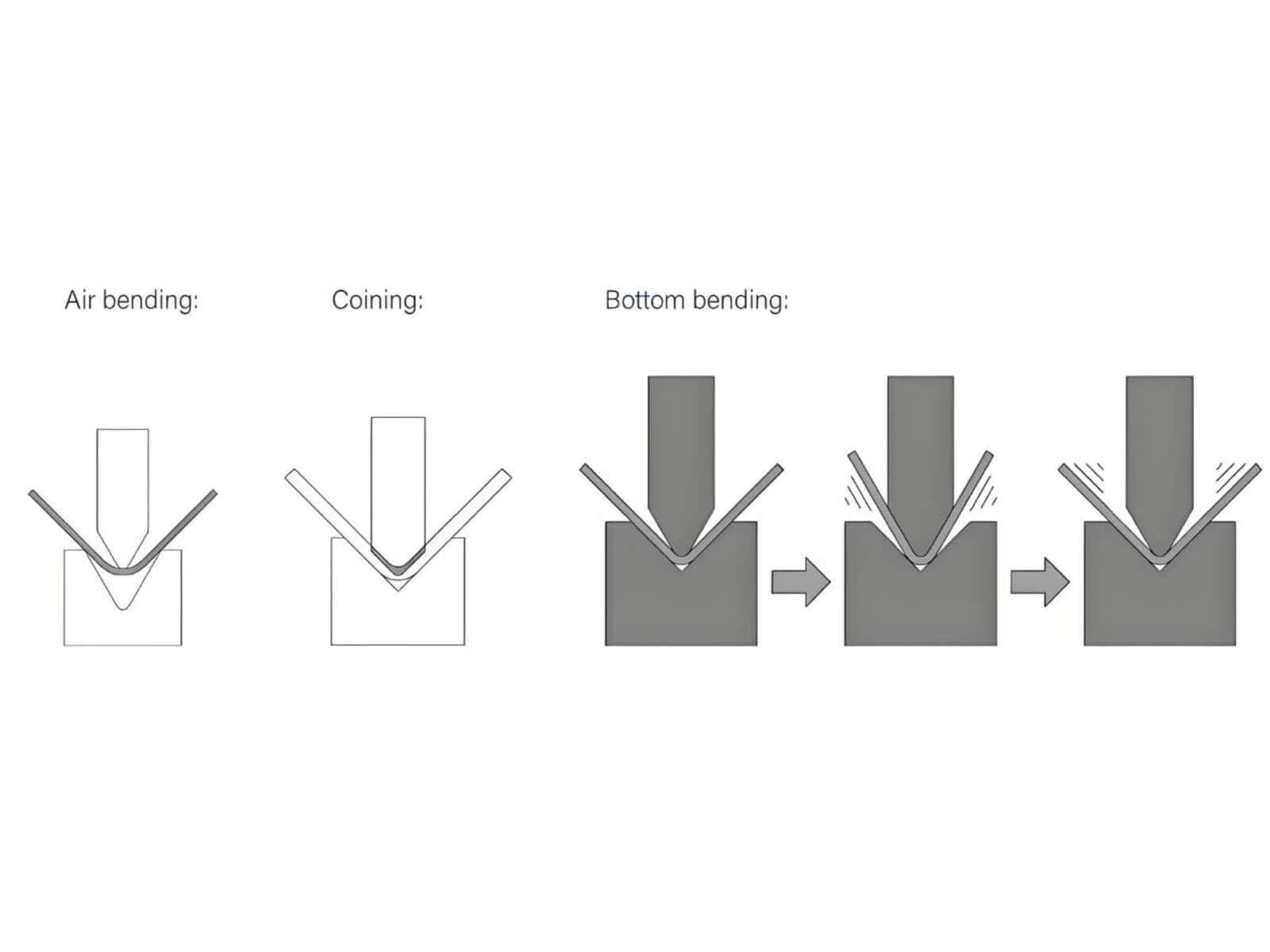
Method 2: Change to bottoming or coining
The air bending process we commonly use is the most flexible, but it relies more on springback compensation.
Therefore, for materials with high springback and customers with extremely high precision requirements, the configuration of the press brake is also crucial.
Method 3: Choosing the Right Press Brake Tooling
Tooling is not just an accessory, but a key variable in springback control.
The radius of the punch tip, the angle of the lower die, the V-die opening, and the hardness of the tooling will all affect the springback of the material to a certain extent. The important thing is how to choose the appropriate tooling, for example, although a sharp punch can reduce springback, it also depends on whether the material is prone to cracking; For materials with high hardness such as stainless steel, choosing tooling with high hardness and wear resistance will be more suitable.
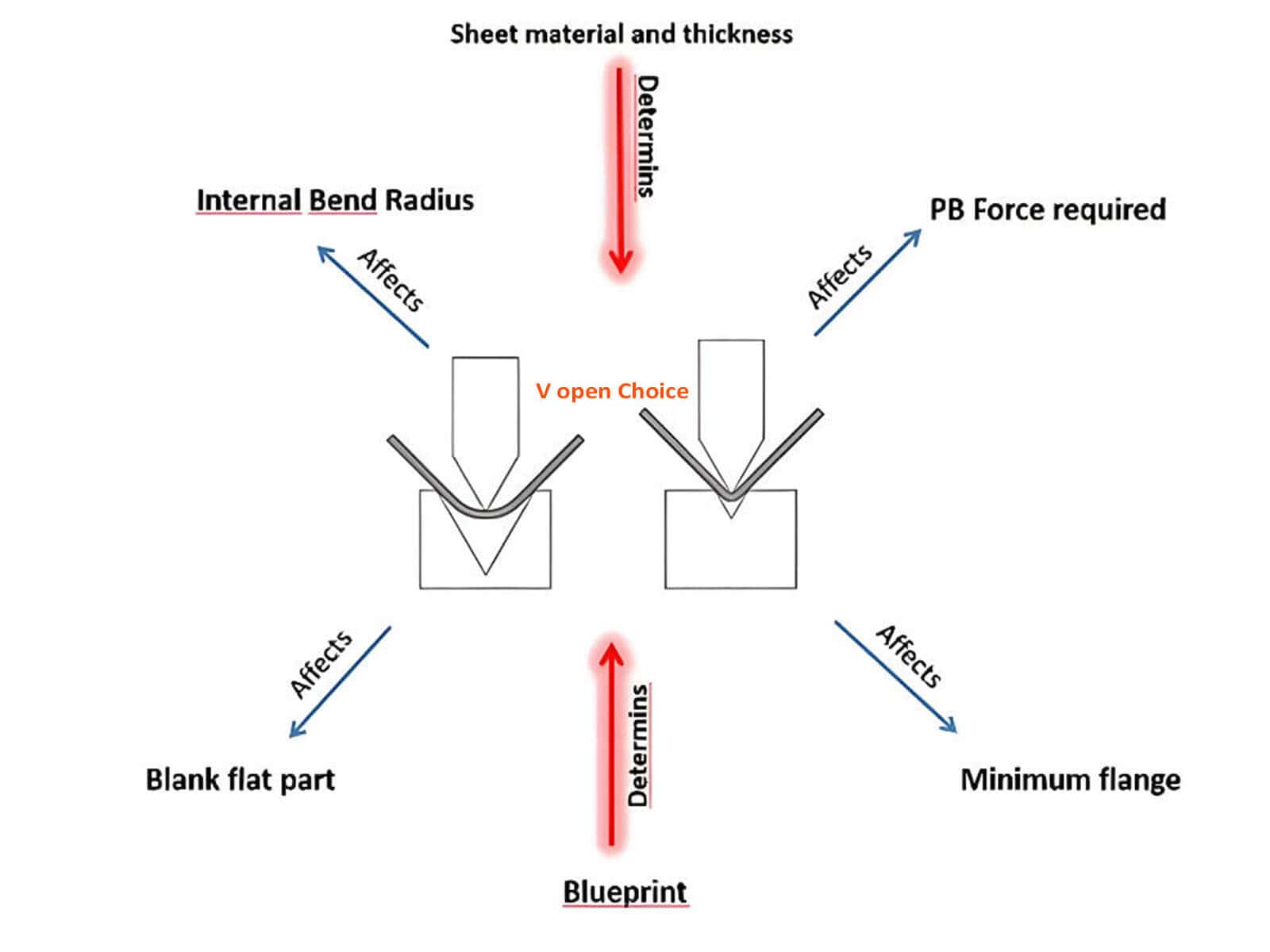
Method 4: Choose the Right V-die Opening
The V-die opening will directly affect the inner corner radius, tonnage requirements, indentation risk, and springback performance of the material, therefore, choosing the correct V-die opening is crucial.
In air bending, 8 times the plate thickness (8t) is usually the most common starting point for selecting V-dies for ordinary low-carbon steel, but this is only a common experience and not a universal law.
Method 5: Build a Material-Specific Bending Database
When bending, the angle cannot be controlled solely based on the experience and intuition of an experienced operator.
It is recommended to establish a material-specific compensation database based on your material grade, thickness, rolling direction, V-die opening, tooling combination, target angle, and actual compensation amount. The next time you bend the same workpiece, you can use those parameters directly, which can significantly reduce the number of trial and error times. This operation is the key to transforming springback control from relying on experience to being replicable.
Method 6: Using a Crowning System ( Deflection Compensation )
In the working conditions of long workpieces, thick plates, and large tonnage, it is easy to encounter inconsistent angles between the middle and both ends of the workpiece. Some customers may think that this is caused by springback, but in reality, it is caused by deflection of the machine table.
At this point, we need to use a deflection compensation system. Its function is not to directly reduce the springback of the material itself, but to compensate for the deformation of the machine tool and worktable under stress, so that the angle along the entire bend line is more uniform from left to right.
For long workpieces and high-precision production, CNC press brakes with mechanical or hydraulic deflection compensation are more capable of meeting machining needs.
Method 7: Improve Back gauge Repeatability and Clamping Stability
Although the backgauge does not directly determine the amount of springback, if the repeated positioning of the back gauge is not accurate, it will cause changes in the conditions of each bending, resulting in fluctuations in angle and flange size, indirectly affecting the amount of springback.
Similarly, if the quick clamping system cannot stably and firmly clamp the tooling, it may cause the tooling to shift, resulting in inaccurate angles and flange dimensions, and indirectly affecting the amount of springback. Backgauge stability and clamping stability are particularly important for multi-pass bending parts and parts with small flange dimensions.
Method 8: Utilize CNC Press Brakes with Angle Compensation
If relying solely on manual experience for angle compensation, efficiency and stability will be poor in the production of multiple varieties and batches. Modern CNC press brakes with angle compensation can reduce deviations caused by springback through material databases, program compensation, angle measurement systems, and adaptive control.
Our purpose of using CNC press brakes is not to completely eliminate the need for trial bending, but to minimize the number of trial and error times, improve first-piece pass rate and batch consistency.
Method 9: Run Test Bends Before Mass Production
No matter how experienced you are in operation or how advanced your press brake is, it is essential to do a trial bending before mass production. Especially for stainless steel, aluminum, new batch materials, and parts with extremely strict tolerance requirements, it is even more important.
A first-piece test bend is not a waste of time or material, but rather the lowest cost insurance measure to avoid rework or scrapping of the entire batch.
Specific Material Checklist for Springback Control: SS, AL, and MS
Mild Steel(MS)Checklist
Springback characteristics: Low carbon steel is usually the easiest material to establish standard parameters among these three categories. Its springback is relatively controllable and the angle is easier to predict, but it does not mean there is no springback.
Operation points:
Aluminum(AL)Checklist
Springback characteristics: Different grades of aluminum alloys also have differences in springback. For some aluminum alloys, the springback angle is not only difficult to predict, but also more prone to cracking, scratching, and indentation.
Operation points:
Stainless Steel(SS)Checklist
Springback characteristics: High yield strength, more obvious work hardening performance, resulting in more obvious stainless steel springback, and higher requirements for angle compensation and equipment rigidity.
Operation points:
SS/AL/MS Comparison Table
|
Feature |
MS |
AL |
SS |
|---|---|---|---|
|
springback trend |
Relatively controllable |
Varies by alloy grade |
More obvious |
|
Main risks |
Batch fluctuations |
Cracking and surface scratches |
hard-to-control springback, tonnage overload |
|
Recommended method |
Air bending |
Air bending |
Air bending, bottoming |
|
Tooling recommendation |
Standard tooling |
Large radius punch |
High hardness and wear-resistant tooling |
|
Is test bending required? |
Recommended |
Must |
Must |
|
Need for advanced CNC support |
Recommended |
Recommended |
Highly recommended |
How to Estimate Springback Compensation
Why can’t we rely solely on experience to guess angles
Although experienced operators may be very familiar with how certain materials bend, the same material does not equal the same springback. Batch fluctuations and different suppliers may lead to differences in hardness, thickness, and rolling direction of the material, resulting in inconsistent springback. So, experience-based values can only serve as a starting reference. To achieve truly stable mass production, it is necessary to rely on bending testing and data recording.
Experience compensation and trial bending correction
We can set an initial compensation value based on experience and historical data; Second, perform a first-piece test bend; After the test bend is completed, use measuring tools to measure the actual forming angle; Then, the operator or the control system adjusts the compensation value based on the measured angle and fine-tunes the program; Finally, save the confirmed parameters to the database for future reference when bending the same workpiece.
Should K-Factor be mentioned?
The K-factor is mainly used to calculate the flat pattern length, helping us estimate the position of the neutral layer in the material, and it is not equal to the direct springback compensation value. The actual springback compensation still relies more on bending verification.
Common Mistakes That Make Springback Worse
Springback is always difficult to control, which may be caused by the following reasons:
When Do You Need a Better Press Brake Instead of More Manual Adjustment?
These signs indicate that you should upgrade your press brake
Equipment configuration more suitable for springback control

Why Machine Capability Matters
If your company processes stainless steel, aluminum or demanding parts over the long term, in addition to accumulating experience parameters, you should also pay more attention to the machine structure, control system, deflection compensation and tooling compatibility of the press brake.
Raymax can provide you with professional press brake machine and matching solution recommendations based on your workpiece length, thickness, material range, and accuracy requirements.
Conclusion
Material springback is an inherent physical property of metals, and we cannot completely eliminate this phenomenon during the bending process. However, it can be predicted and controlled through overbending, selecting appropriate tooling and V-die openings, choosing appropriate bending processes, establishing material databases, first-piece bending verification, deflection compensation, and angle measurement, in order to reduce material springback.
If you are troubled by angle fluctuations and bending springback of stainless steel, aluminum or low-carbon steel, please contact Raymax and send us your material type, thickness, target angle and accuracy requirements. Our team can recommend suitable press brakes and configuration solutions for you.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog
Press Brake Tonnage Explained: Learn How to Calculate for Optimal Performance

Press Brake Dies Explained: Types, Applications, and golden rule of selection

Press Brake Bending Basics: Everything You Need to Know for Efficient Bending

Press Brake Quick Clamping System: Types, Compatibility & How to Choose (Quick Clamp Guide)

How to Use a Press Brake Machine for Precise Bending

The Ultimate Guide to Brake Press metal Material Thickness

Hydraulic Press Brake Troubleshooting: The Ultimate Guide to Fix Common Problems
-1024x768.jpg)
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors

Definition of press brake tool material

Press Brake Air Bending: Guide to Principles, Calculations & Best Practices

Press Brake Fundamentals: Types, Components, Working Principle, Safety & Maintenance
Press Brake Repeatability vs Accuracy: Definitions, Test Methods & Common Misunderstandings
Post Your Review
Share Your Thoughts And Feelings With Others