
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Have you no idea about purchasing a press brake machine? Don’t understand the principle of machine bending? Welcome to this beginner’s guide for press brakes!
You will learn about the basic bending content of a press brake from this article, including its definition, types, methods and techniques, operating procedures, and more basic content that beginners or operators need to understand.
Basic knowledge of press brake bending
Definition of press brake
A press brake is a machine that serves bending technology, and bending is a common metal processing technique that can bend metal sheets into specific shapes and process functional components. This technology is widely used in metal processing and manufacturing industries.
Press brakes play an indispensable role in modern manufacturing, as they reflect the technology and product quality of their manufacturing enterprises. Therefore, your purchasing choice is also crucial.
Types of press brakes
Definition of bending process for press brake
Bending technology refers to the process of manufacturing metal by applying pressure and bending moment to a fixed metal sheet through a mold on a press brake, thereby deforming it into a specific shape.
Common uses and practical application scenarios
The bending process of press brakes is usually applied in fields such as mechanical manufacturing, electrical control, transportation, and building materials. In daily life, from the shell of audio equipment to the box of electrical equipment, the participation of bending process is very important.
Bending Methods & Techniques
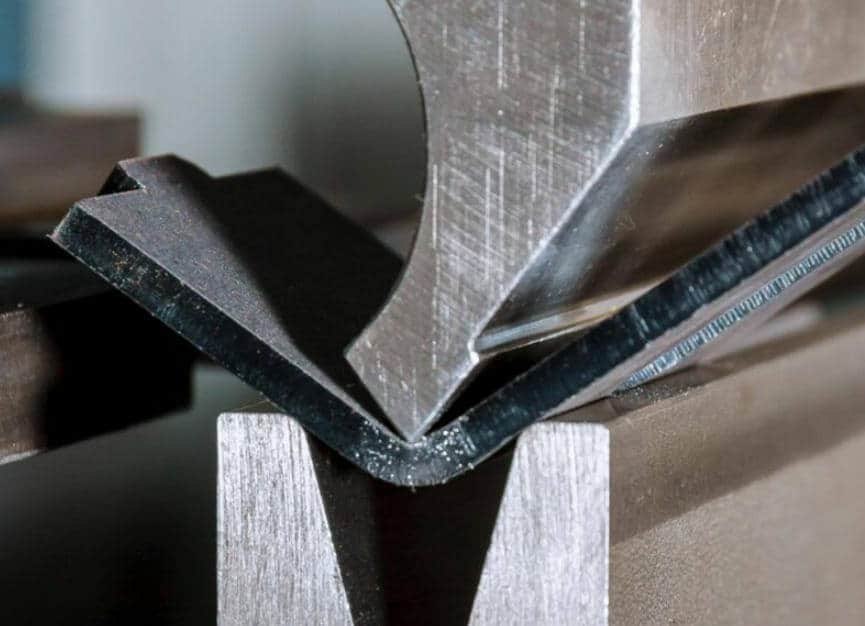
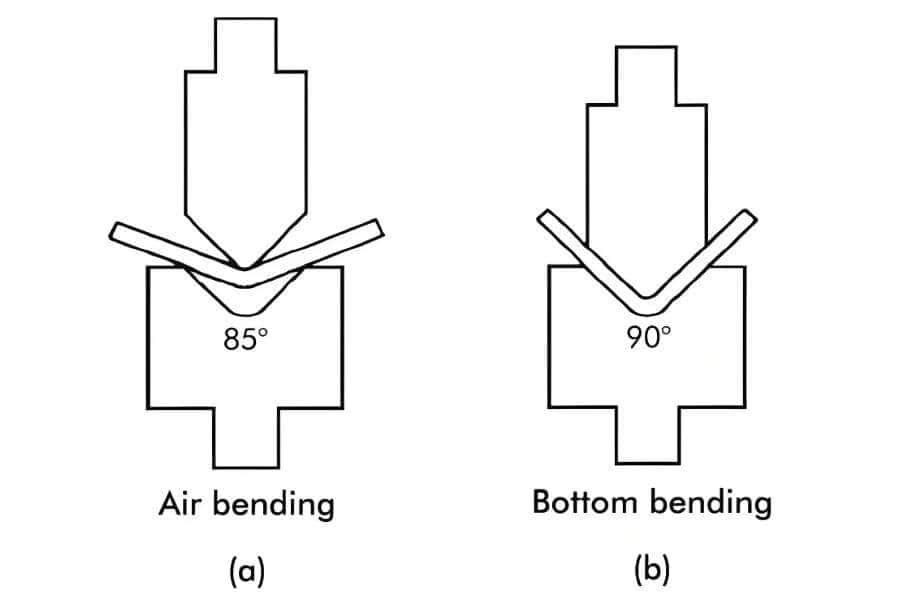
Air Bending
Air bending is one of the commonly used processes in metal bending, which does not require direct contact between the metal and the die. The punch will push the metal plate into the die, but it will not fully contact the bottom of the die. This process utilizes the air gap at the bottom to place the metal on a V-shaped die for bending, and the depth of the punch pushing determines the angle of the metal bending.
Advantages and disadvantages:
Typical usage scenarios:
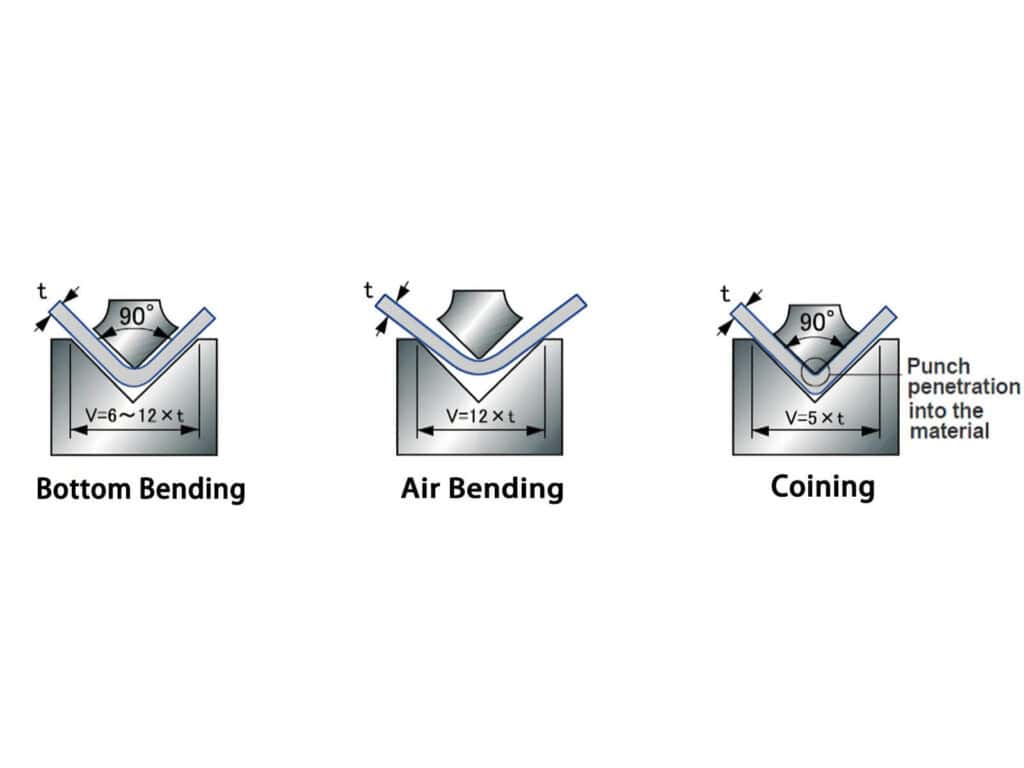
Bottom Bending / bottom mold bending
Bottom bending is the process of completely pressing a metal sheet into the bottom of a die, so that it fully conforms to the shape of the die. In the bottom bending, there is no longer a gap between the metal sheet and the die, but a tight fit between the top of the punch and both sides of the die. The rebound phenomenon of bottom bending is significant, often requiring more bending force for recovery.
Advantages and disadvantages:
Typical usage scenarios:
Coining Bending
This method involves applying strong pressure to push the metal downwards, causing it to deform, bend, thin, and then bend into the same shape as the die.
Advantages and disadvantages:
Typical usage scenarios:
Three point bending
The three-point bending die requires a servo motor to accurately adjust the height of the bottom die. This method can only bend within the radius of the die, and as the depth increases, the bending angle will become smaller and smaller until it reaches the bottom of the die.
Advantages and disadvantages:
Typical usage scenarios:
This section only introduces several common bending methods for beginners. For a broader comparison of folding, hemming, rotary bending, wipe bending, U-bending, and other forming methods, you can read our complete guide to press brake bending process types.
Press Brake Workpiece Preparation and Operation Process
Material loading, alignment, and fixation
Material loading:
Material loading is the process of placing metal sheets into a press brake, ensuring that the material and die centerlines are aligned during placement, which can avoid tilting and deviation during subsequent bending processes.
After alignment, the metal plate will be fixed in place with the help of a back gauge system or fixture, ensuring that it will not move during the bending process.
Material alignment:
Attention: If encountering high-precision workpieces, auxiliary equipment such as laser alignment and stop gauges can be used to reduce manual errors.
Material fixation:
Tool Settings
Bending process monitoring and parameter control
angle control:
Strength control:
Travel monitoring:
Bending operation process
Program call and confirmation: The operator calls up and verifies the process program, checks the installation of the tool and the position of each section of the blocking material, and prepares to start after confirming that there are no errors.
Strict two or three person operation standards (for large-sized/heavy-duty boards): one person is responsible for control, and two people collaborate to support materials and assist in positioning.
Start and feed: Gradually lower the slider to the top of the sheet, adjust the pressing speed through CNC, automatically apply pressure and complete the forming after bending, and the slider will automatically return to zero after releasing the pressure.
Bending Calculations
How to calculate the bending force (tonnage)?
The core formula is σ max=Mmax/W (to calculate the maximum bending normal stress) and 1/ρ=M/(EI) (to calculate the curvature radius)
How to calculate Bend Deduction?
The calculation formula for bending deduction is:
BD=2 x (bending radius+material thickness) x tan (bending angle/2)
How to calculate Bend Allowance?
Bending allowance=bending angle x (π/180) x (inner bending radius+(K factor x total material thickness))
The K factor refers to the neutral layer, which is neither stretched nor compressed during the bending process of the sheet metal. The K value represents the ratio of the distance from the center layer to the inner surface of the sheet metal to the total thickness of the material.
Basic terms for bending
The introduction of the following terms will help you better understand the relevant drawings and operating procedures in the future.
Bending radius
The bending radius refers to the radius formed on the inside of the material during the bending process, and its radius is determined according to the thickness of the material, generally speaking, the radius is 3 times the thickness of the material. If the radius is too small, cracking will occur, and if it is too large, it will affect the effect of bending.
Bending angle
The bending angle refers to the angle formed by the plate after bending, and the general angle is 90° or 180°. Effective bending angles must be precisely set in combination with practical use.
Rebound
Springback refers to the elasticity that occurs after the material is finished, which will lead to a larger bending angle. The thinner the material, the greater the rebound amplitude, and the bend angle is usually pre-set in advance to offset the rebound.
Common bending radius, bending angle, and springback adjustment points
Definition of V-shaped bending and U-shaped bending
V-shaped bending refers to the bending process of using a V-shaped die and punch to fix a metal sheet in a specific position in a V-shaped groove, causing it to form the expected angle or shape.
U-shaped bending refers to the process of processing metal sheet metal with a U-shaped tool to make its cross-section U-shaped.

Important factors affecting bending accuracy
Material Types
Different metal materials such as steel, aluminum, copper, and their alloys have different bending accuracies, resulting in different material characteristics.
Material Characteristics
The characteristics of sheet metal materials to be bent play a crucial role in affecting the bending accuracy of the press brake.
Material thickness
The factor of material thickness is particularly important in the bending process of a press brake. The thicker the material, the greater the bending force required, and the machine used also needs to be adjusted and changed accordingly. If the bending force of the machine cannot reach the required material, the material will break or deform.
Material Hardness
The hardness of materials also profoundly affects the bending process. Hard materials often require strong bending force, while soft materials often require smaller bending force. The mismatch between material hardness and bending force can lead to bending failure.
Press brake tools
Selecting the correct punch and die:
Wear and maintenance of press brake tools:
Bending gap
Bending gap: refers to the gap between the punch and the lower die. If the gap is too large or too small, it can cause damage to the tool. The travel limit of the machine should be strictly set according to the V-port of the lower die.
Machine tool rigidity
The rigidity of CNC press brakes directly determines the straightness and consistency of long workpieces. The optimization of the host frame, slider material, and structure can effectively prevent deflection and improve machining consistency.
Multi segment bending deflection compensation
When processing long workpieces, the machine’s own deflection will cause the middle bending angle to be upward (horn mouth). Hydraulic/mechanical or electric deflection compensation functions (Y1/Y2 compensation) can be selected to automatically adjust the slider/worktable to achieve consistent overall angle.
Repeatability of operation
The manual bending error (angle, position) is significantly greater than that of the CNC press brake. By adopting the automatic angle detection and real-time compensation function in the automation system, the repeated positioning accuracy can be controlled to ± 0.2 °, far exceeding manual control.
Springback phenomenon and compensation
Rebound occurs when the material undergoes elastic recovery after the release of bending force. In materials with higher yield strength, the phenomenon of rebound is more pronounced.
Reason for rebound: The high elastic modulus/yield strength of the material results in elastic deformation recovery, which is a process variable that cannot be ignored.
Compensation strategy:
Common Mistakes & How to Avoid
Angle deviation caused by over bending
Reason for error: Failure to consider the characteristics and hardness of the material, and failure to adjust the processing angle in real time.
Avoidance strategy: Accurately calculate the bending force based on the characteristics of the material, use the automatic compensation function of the CNC system, and adjust the angle deviation in real time.
Inaccurate operation alignment and error superposition
Reason for error: The sheet metal was not placed correctly in the set position of the machine tool, and the sheet metal size calculation was incorrect
Avoidance strategy: Unified base positioning method, use pallet/follow-up support for long pieces, and regularly calibrate the back gauge.
Preventive measures for surface indentation, scratches, fractures, and other issues
Preventive measures: Regularly check the tool incision, keep the tool clean, use protective film if necessary, optimize the tool incision and radius, thereby reducing indentation and scratches. When processing high-strength sheets, process bending can be carried out to reduce the risk of fracture.
If you want to identify the causes of cracking, springback, angle deviation, surface indentation, flange length errors, or other common defects, you can read our guide to press brake bending problems and practical solutions.
Safety and maintenance recommendations
Training for operators
Press brake operators should receive formal and comprehensive training, such as operational skills, emergency response, safety protection, and other related skills.
Operators should receive regular training and inspections to ensure that their operational skills meet the standards.
Device authentication
Before use, the equipment must undergo quality certification, including certification of industry authoritative indicators such as OSHA 29 CFR 1910, ANSI B11.3, and other industry frameworks, to ensure compliance with international safety standards.
Standard compliance
All operators should strictly follow and understand the operating procedures.The operating system should comply with national industry standards and keep up with new industry changes in real time.
Common PPE (protective goggles, gloves, etc.) and use of protective devices
Regular machine calibration, hydraulic system inspection, tool maintenance and inspection process
For a more complete inspection schedule covering hydraulic oil, filters, lubrication, tooling, safety devices, and electrical components, you can refer to our guide to hydraulic press brake maintenance.
Conclusion
This article introduces the basic knowledge of the bending process of the press brake, from the definition of the bending process to the subsequent process of the bending operation, which also includes many additional points that need to be paid attention to in the bending operation.
I hope these contents can help you have a more comprehensive understanding of basic bending knowledge!
FAQs















Related Blog

What Is a Sheet Metal Press Brake Machine? Working Principles, Bending Techniques & Buying Guide

Press Brake for Automotive Sheet Metal Parts: Springback Control, Mark-Free Tooling & Hemming

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect
Air Bending vs Bottom Bending vs Coining: Which Press Brake Bending Method Is Right for You?

Press Brake Tonnage Explained: Learn How to Calculate for Optimal Performance

Press Brake Overview and Smart Selection Tips

Press Brake Attachment Guide (2026): Types, Uses, Tooling & Quick-Change Systems

Press Brake Quick Clamping System: Types, Compatibility & How to Choose (Quick Clamp Guide)

Definition of press brake tool material
Press Brake Tooling Compatibility Guide: Punch & Die Standards, Segmented Tools & Clamping Fit

Ultimate Guide to Press Brake Punches: Eleven Types, Materials, Selection, and Maintenance
Tooling & Clamping for High-Mix Production: Quick Clamp vs Hydraulic Clamp vs Manual Clamp ROI
Post Your Review
Share Your Thoughts And Feelings With Others