
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction
Choosing the right bending method is critical in press brake work—it directly impacts accuracy, cost, and throughput. Once the wrong bending method is used, it may lead to unstable angles, rework and scrap, indentation, decreased tooling life, equipment risk from exceeding the press brake’s rated tonnage, and increased production costs.
This article will introduce three common bending methods in metal processing: air bending, bottom bending, and coining. We will provide you with a detailed analysis of their working principles, selection strategies, key process parameters, common questions and answers (FAQs), and action recommendations.
Quick Conclusion:
Raymaxtech application engineers typically recommend: For most modern sheet metal factories, equipped with high-precision CNC and crowning (deflection compensation), using air bending method will result in higher cost-effectiveness and a wider range of application scenarios.
If you are unsure how to choose the appropriate bending method, please feel free to send us the material type, plate thickness, bending length, and angle. We will provide you with free tonnage and tooling selection suggestions.
Click to submit materials and plate thickness to obtain process and tooling suggestions.
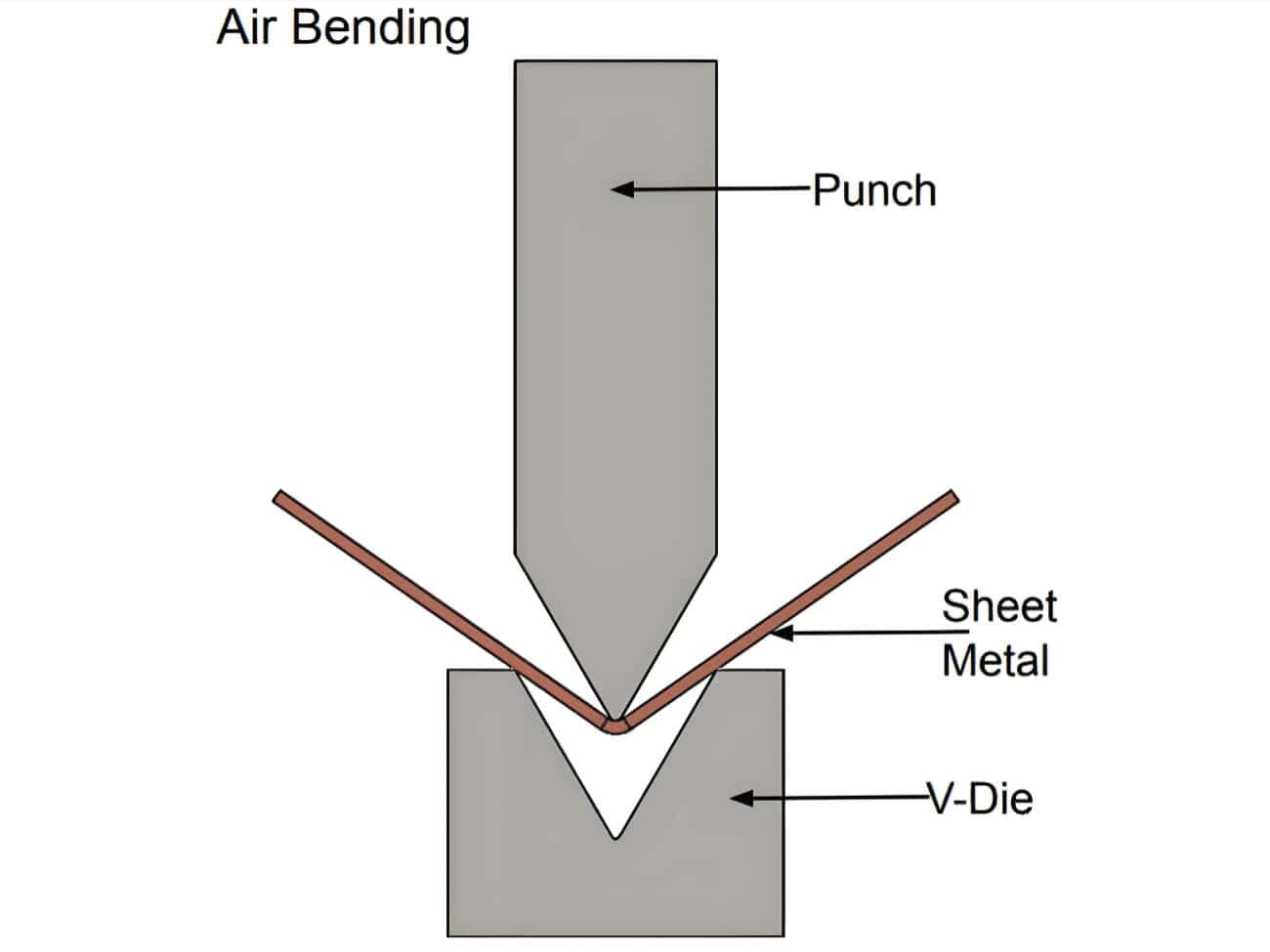
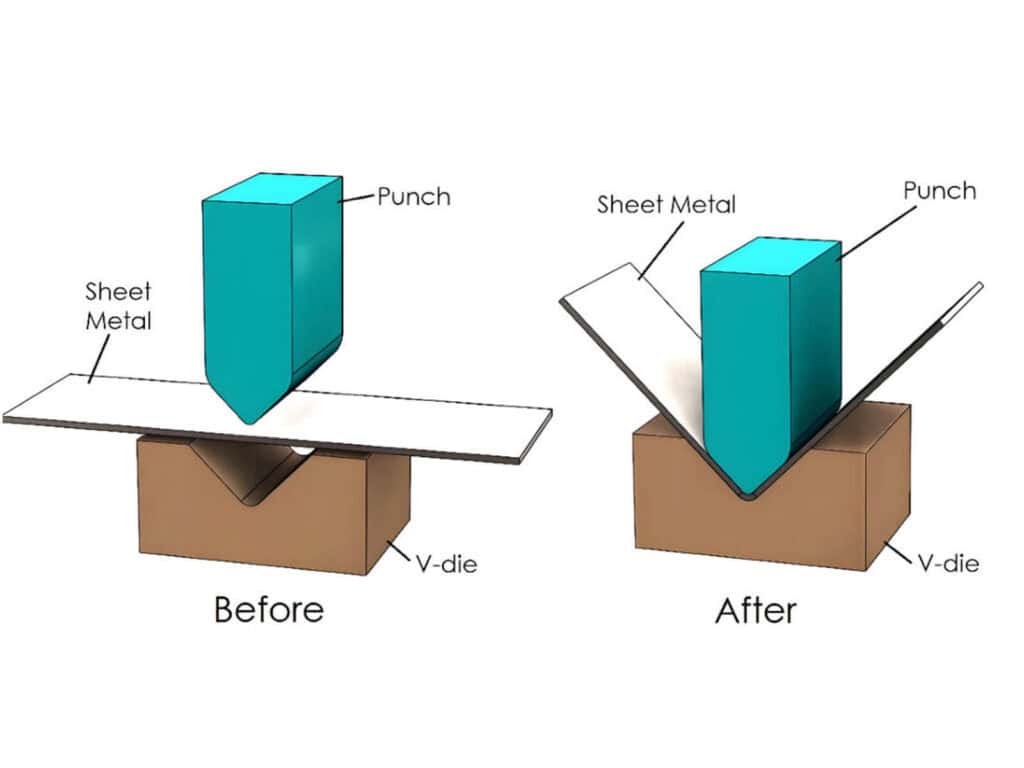
What is Press Brake Air Bending?
Air bending is one of the most common bending methods in modern metal processing. In this process, the upper punch presses the material into the lower die, without bottoming out in the V-die. The sheet does not fully conform to the die angle, leaving a gap at the die angle — the sheet does not fully seat in the V-die opening.
Working principle of air bending
Air bending is usually a “three-point contact”: the tip of the punch contacts the sheet metal once, and the sheet metal contacts the left and right shoulders of the V-die twice, so the bend angle is controlled primarily by ram depth (stroke depth).
Key feature: The sheet metal does not fully adhere to the bottom of the tooling, and the bending angle is mainly controlled by the depth of the upper punch pressing down. The deeper the pressing down, the smaller the angle, and vice versa, the larger the angle.
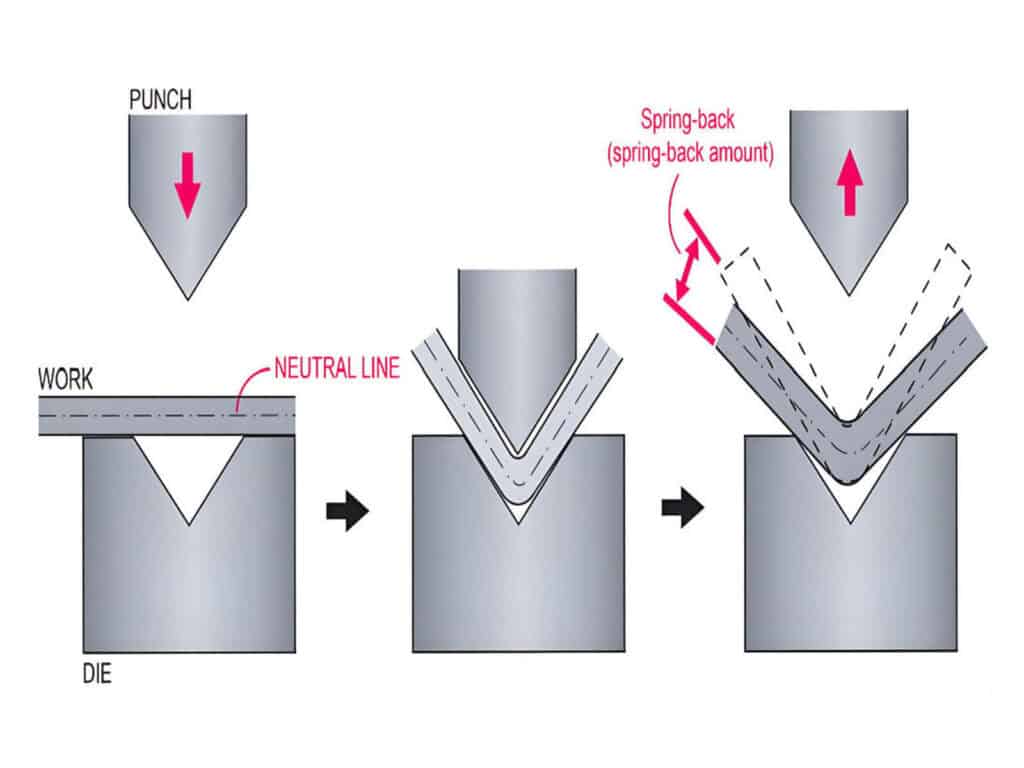
Why does air bending require consideration of springback
Press brake springback is the elastic recovery of the sheet after unloading. When the punch retracts, the bend opens slightly.
Why is air bending more sensitive to springback? The main reason is that it has a strong dependence on the material state. Material strength, thickness fluctuations, and batch differences all affect the springback angle of the material, ultimately affecting the consistency of the bending angle.
In response to the issue of springback, modern CNC press brakes often rely on a material database and program-based bend correction to select a more suitable ram depth for a given material and thickness. For angle variation along long parts (e.g., the middle opening up or closing down), we usually need deflection compensation (Crowning) to solve the problem of “inconsistent angles in the length direction”. If the consistency requirement is higher, the angle measurement system can be selected for closed-loop control to further stabilize the angle.
Pros and cons of air bending
Pros:
Cons:
Best fit Scenarios for Air Bending
Air bending is very suitable for processing multiple varieties and small batches with frequent changeover, and is widely used for bending general sheet metal parts, such as chassis cabinets, brackets, shells, conventional folding edges, etc.
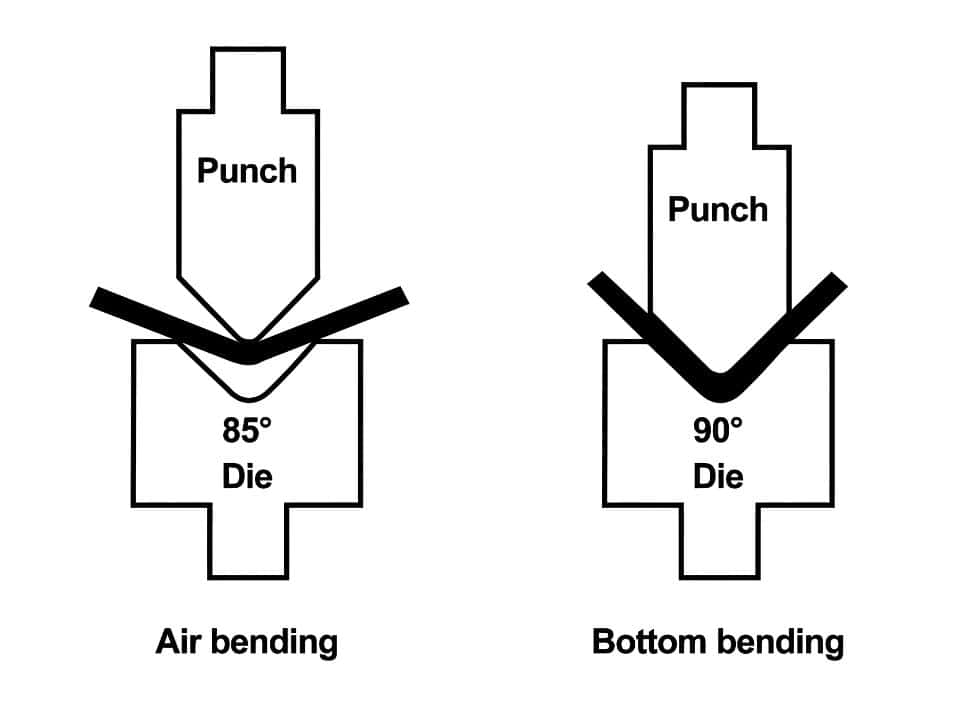
What is Bottom Bending/Bottoming?
Bottoming is performed at higher pressure than air bending, pressing the sheet to conform more closely to the die surfaces. This creates a stronger forming effect, less springback, and more stable angle. Its angle will be more significantly affected by the tooling angle, tool radius, and V-die opening size, but it will still vary with material strength, plate thickness tolerance, and working condition fluctuations, and is not completely “determined by the lower die”.
Working principle of bottom bending
In bottoming, the sheet metal is pressed deeper and comes into more complete contact with the tooling, resulting in a certain plastic shaping effect in the bending zone. Therefore, the springback is usually smaller than that of air bending; but the forming effect is still less aggressive than in coining.
Why Choose Bottom Bending
Trade offs of Bottom Bending
When bending at different angles, different tooling setups are often required, so the cost and frequency of tooling replacement are relatively higher. Moreover, due to the increased contact surface between the material and the lower die, there may be a risk of indentation or abrasion on the surface, so more attention needs to be paid to the condition and protection methods of the tooling.
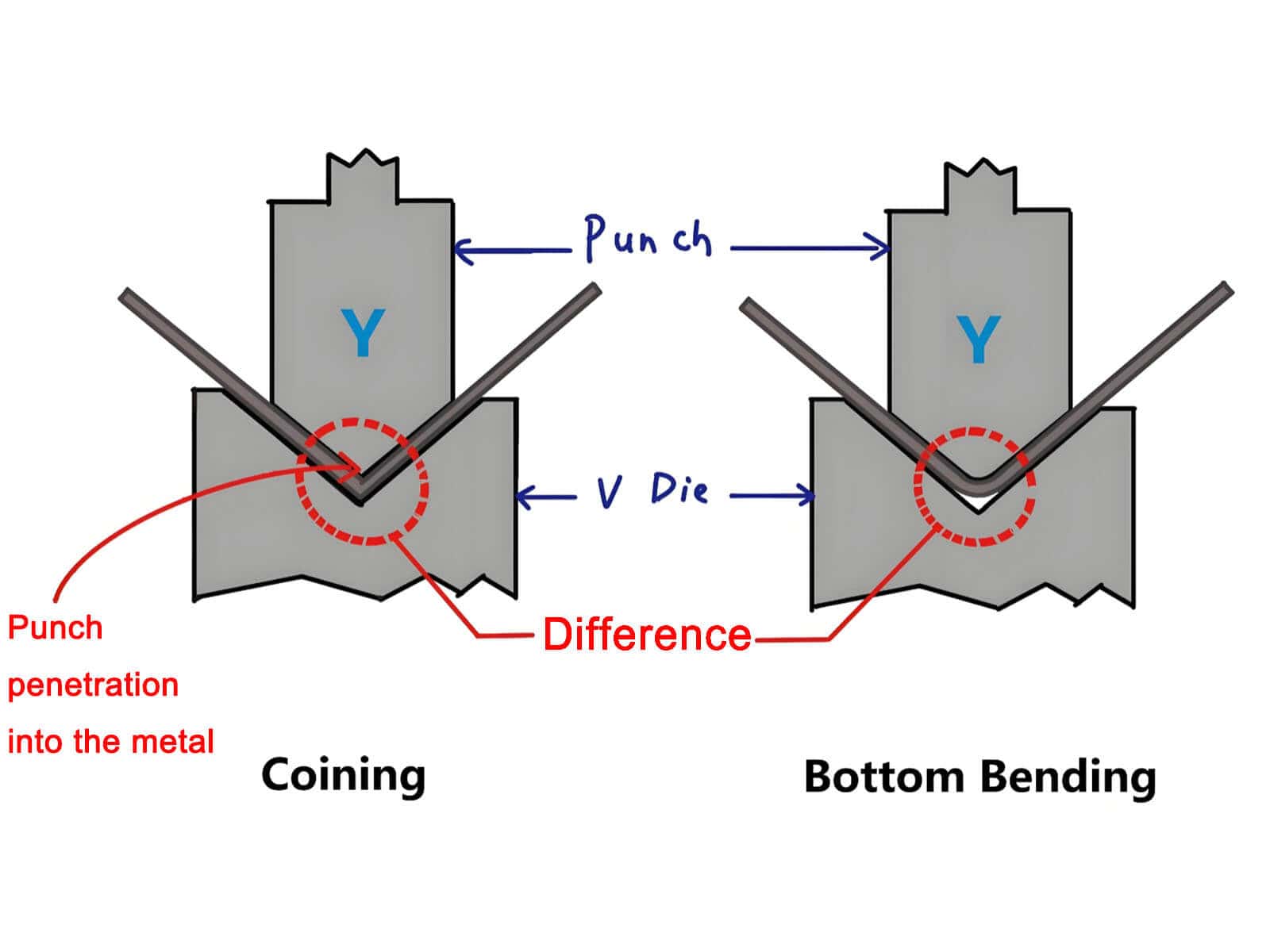
What is Press Brake Coining?
Coining forces the sheet into the die angle under very high pressure, causing significant plastic deformation. Coining has the largest contact area between the sheet and the lower die and typically delivers the lowest springback and the highest angle consistency of the three methods. It’s typically used when extremely tight angle consistency or very low springback is required.
Working principle of coining
By significantly increasing the tonnage, the material is pressed into the corners of the tooling, allowing the material to be fully compacted and shaped at the corners of the tooling. This process can reduce springback to a lower level and effectively improve angle consistency.
High Accuracy vs High Tonnage
The biggest advantage of coining is that it can reduce the springback of the material to a lower level and maintain a high degree of angular consistency. But the strong pressure means that it has a very high demand for tonnage, usually about 5-8 times that of air bending, but the specific tonnage multiple will also vary significantly with the strength of the material, the size of the V-die opening, the bending length, radius, and so on.
Why Less Common Today
Because most modern metal press brakes are equipped with CNC control systems, crowning systems, a stable and repeatable backgauge, and a process database, air bending can achieve high-precision bending effects. Moreover, although coining can achieve a very high degree of angular consistency, there are also high risks and costs involved. For example, it requires a large tonnage, and the material surface is prone to indentation or scratching under immense pressure. Additionally, the tooling life may be shorter and require higher costs.
Although the application scope of coining is not wide, it has not been eliminated by the industry. In some scenarios that require extremely high consistency of bending angles and mandatory shaping requirements, coining still plays its role.
Air Bending vs Bottom Bending vs Coining (core comparison)
Comparison of Tooling Contact&Material Contact
|
Process Type |
Air Bending |
Bottom Bending |
Coining |
|---|---|---|---|
|
Punch contact |
Contact between the tip of the upper punch and the material |
Contact between upper punch surface and material |
Contact between upper punch surface and material |
|
Die contact |
Contact between material and lower die edge |
Contact between the material and the inner walls on both sides of the lower die |
The material is completely pressed into the lower die |
|
Range of contact area |
Small |
Medium |
Large |
|
Required strength |
Low |
Medium |
High |
|
Bending accuracy |
Medium |
High |
Extremely high |
|
Tooling wear condition |
Low |
Medium |
High |
Comparison Table
|
Comparative dimension |
Air Bending |
Bottom Bending |
Coining |
|---|---|---|---|
|
Tonnage demand |
Low |
Medium |
High |
|
Tooling versatility |
High |
Medium |
Low |
|
Springback degree and sensitivity |
High (to be compensated) |
Medium |
Low |
|
Angle consistency |
Medium (can be improved through CNC control system) |
Very high |
Highest |
|
Sensitivity to material fluctuations |
High |
Medium |
Low |
|
Surface indentation risk |
Low |
Medium |
Higher |
|
Tooling wear and lifespan |
Relatively low |
Medium |
High |
|
Changeover efficiency |
High |
Medium |
Low |
|
Dependence on device control/compensation |
High (CNC+compensation) |
Medium |
More dependent on high tonnage and strong structure |
|
Applicable working conditions |
Multi-variety |
Stable Batch Production |
High consistency |
|
Individual comprehensive cost tendency |
Low |
Medium |
High (depending on batch size and scrap rate) |
|
Typical application examples |
Chassis, shell, bracket |
Structural component |
High precision components |
Table Conclusion
Different press brake bending processes correspond to different processing scenarios. When choosing a bending process, we must remember that there is no absolute best bending process, only the process that is most suitable for our own working conditions, cost, and quality requirements.
1-minute Decision Guide
Not sure? Send your material, thickness, bend length, angle tolerance and surface requirements—we’ll recommend tonnage + V-opening + process.
Click to send your drawing, material, thickness, bend length, angle tolerance, and surface requirements to get a tonnage + V-opening + process recommendation.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
How to choose the appropriate bending process (selection guide)
Material Type&Thickness
Tonnage & Machine Capacity
Normally, do not let the process requirements exceed the maximum capacity of your press brake, especially when considering coining. Forcefully carrying out overload operations may result in frame deformation and tooling wear. Before choosing a process, you can use our tonnage calculator to calculate the press brake tonnage. ( Related technical reading: Bending method tonnage comparison )
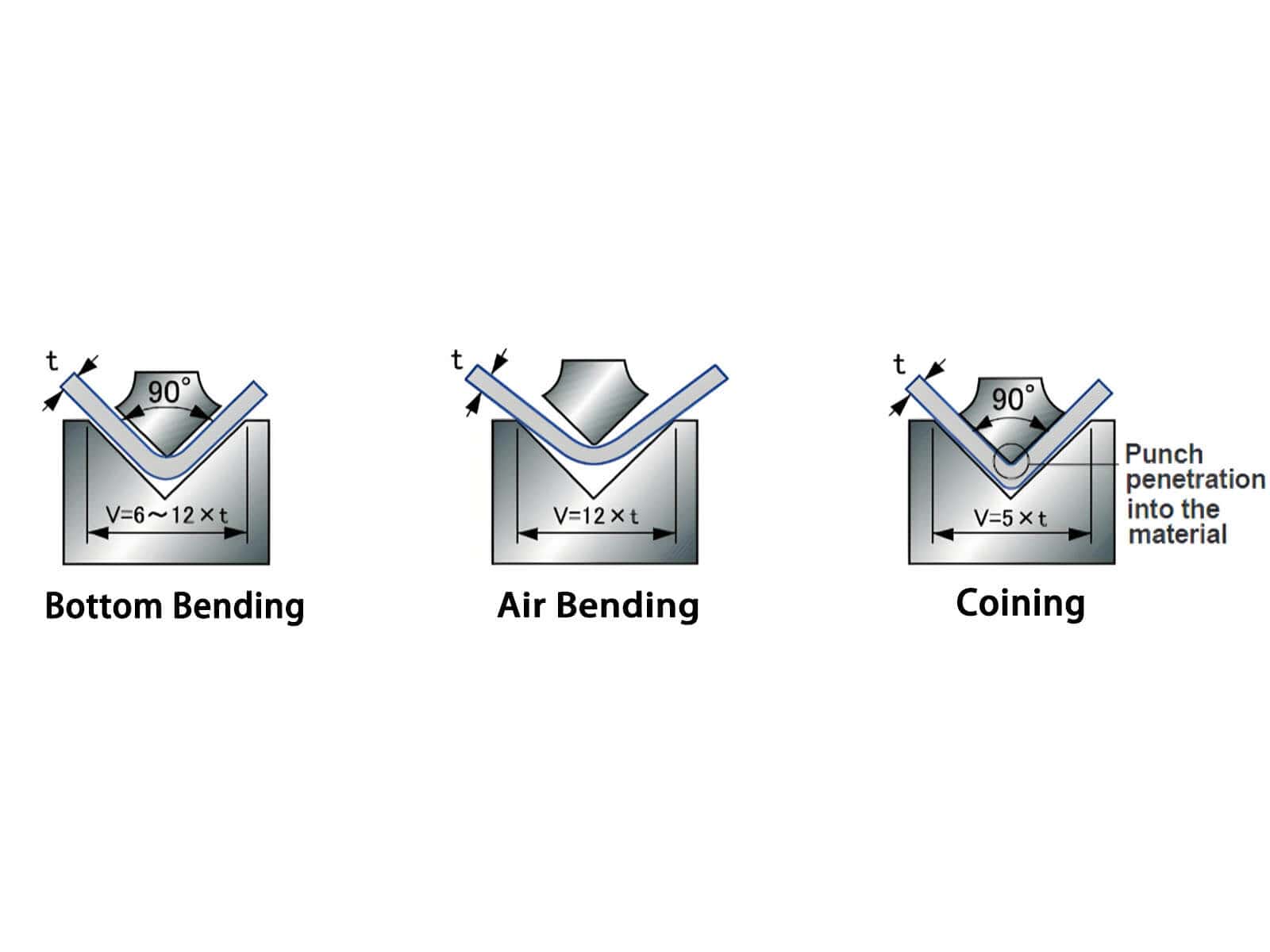
Tooling selection: V-die opening, inside radius, and “8-fold rule”
In air bending, there is a saying called the “8-fold plate thickness rule”, which mainly refers to the fact that when using air bending technology for bending, the width of the V-die opening is about 8 times the thickness of the material. This is a common rule of thumb in the industry, but not an iron rule. Usually applicable to low carbon steel or cold-rolled carbon steel.
V-die opening impact:
In addition, the size of the V-die opening also affects the minimum flange length:
Common misconception: The smaller the V-opening, the more accurate it is? The answer is not so absolute. A too small V-opening can lead to an increase in tonnage demand, which can increase the risk of material surface indentation and tooling wear.
Surface Quality and Indentation Control
Mirror/brushed/laminated parts: For these workpieces with high surface quality requirements, we should prioritize controlling the risk of material surface indentation and abrasion. Air bending combined with reasonable tooling or protective strategies can be used, for example:
Application Industry
Machine Types and Compatibility
Raymaxtech Engineer Expert Tip
For most modern workshops, air bending combined with CNC control system and crowning system is the most versatile and cost-effective solution. For processing scenarios that require high consistency, thick plates, and high-strength steel, our engineers will first evaluate the tonnage margin, tooling design, and surface requirements before deciding whether to use bottom bending or coining.
Conclusion
In short, air bending has stronger versatility and higher bending efficiency, but is more sensitive to springback; The bottom bending stability is stronger, but the cost of tooling replacement is higher; The consistency of the coining angle is the highest, but the tonnage requirement and tooling loss are the largest. Each of the three bending processes has its own advantages and disadvantages, and the specific choice ultimately depends on your material fluctuations, tolerances, surface requirements, and equipment capabilities.
Still struggling with the choice of process and tonnage? We suggest sending the material, plate thickness, bending length, angle, and surface requirements to Raymaxtech engineers, and we will provide you with free tonnage calculation and tooling configuration suggestions.
Click to send your material/plate thickness/bending length/angle/surface requirements immediately for free tonnage calculation and tooling configuration advice.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
How to Measure Press Brake Bending Angle: Tools, Methods & Calibration Pitfalls
Why Is My Press Brake Angle Inaccurate? Common Causes, Diagnosis Flowchart & Fix Priority
.jpg)
Stainless Steel Bending Force: 304 vs 316 (Correction Factors, Springback & V-Die Selection)
-1024x768.jpg)
Press Brake Tonnage Comparison: Air Bending vs Bottoming vs Coining (How Force Changes + Safety Margin)

Non-Marking Press Brake Bending: How to Prevent Scratches on Brushed, Mirror-Finish & Film-Protected Sheets

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect

Press Brake for Stainless Steel: Tonnage, V-Die Selection, Springback & Surface Protection
How to Reduce Springback in Press Brake Bending (SS/AL/MS Checklist)
V-Die Opening Rule (6t/8t/10t): How to Choose Die V for Accurate Bending
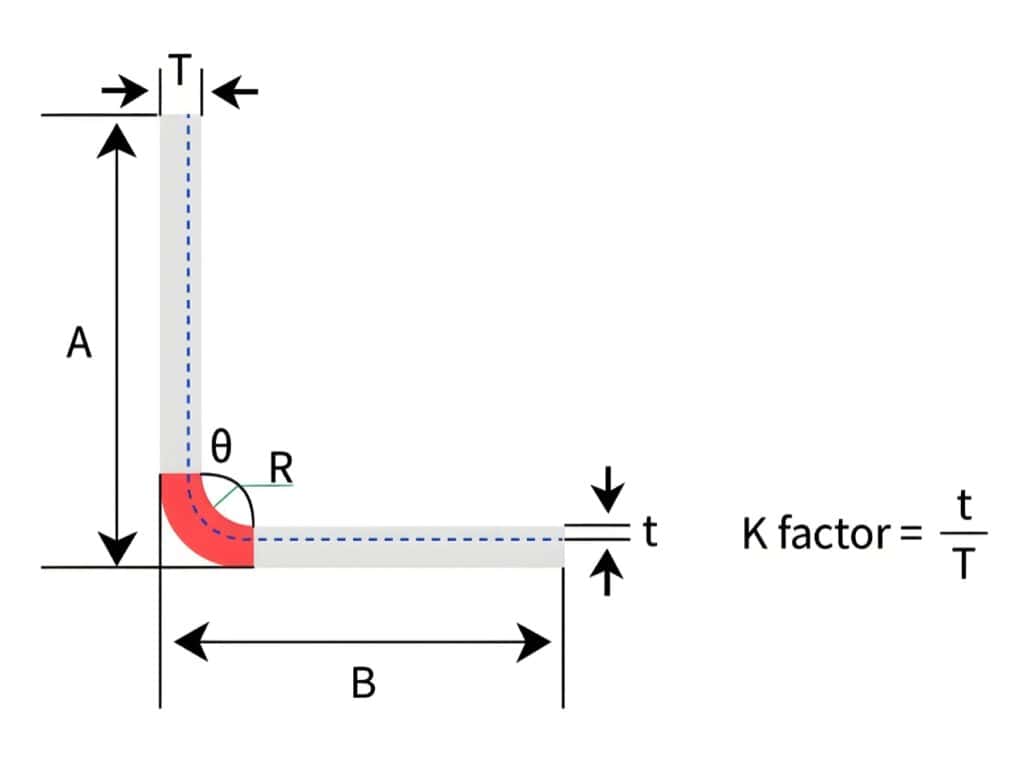
Bend Allowance vs Bend Deduction vs K-Factor: How to Calculate Sheet Metal Flat Patterns (With Examples)
Post Your Review
Share Your Thoughts And Feelings With Others