
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)

-1-1024x768.jpg)
-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
2026 Price Guide for Press Brakes
The table below shows typical price ranges for press brakes in 2026 (Chinese manufacturers, new machines, standard CNC hydraulic press brakes with standard configurations, and conventional carbon steel/stainless steel/ aluminum sheet metal processing, air bending processes, and reference prices FOB port of shipment). This does not include costs for special custom configurations, ocean freight, destination port duties, inland transportation, hoisting, on-site installation and commissioning, operator training, or spare parts packages.
However, the prices listed in the table are only intended as a rough reference range for 2026 press brake prices and do not represent actual selling prices. Actual quotations must be recalculated based on specific conditions, including: material, sheet thickness, bend length, part drawings, precision requirements, tonnage, number of backgauge axes, controller model, dies, safety configurations, Incoterms, payment terms, delivery location, and quotation validity period.
Typical Budget Range for Press Brakes in 2026
|
Model |
Typical specifications |
Suitable applications |
FOB reference range |
|---|---|---|---|
|
Entry-level |
80–100T / 3200mm, 3-axis, Basic Controller |
Simple carbon steel parts, few changeovers, standard precision requirements |
$12,000–$22,000 |
|
Mid-range CNC |
100–160T / 3200mm, 4-axis, DA-53T/66T |
Conventional sheet metal shops, enclosures and cabinets, brackets and panels |
$25,000–$45,000 |
|
Production |
160–200T / 3200–4000mm, 6-axis, DA-69T |
High-volume production, long-part bending, two-shift production |
$45,000–$75,000 |
|
High-mix production |
100–200T / 3200mm, 6-axis, DA-69T, robot interface |
High variety, low volume, frequent tool changes, complex parts |
$60,000–$100,000 |
|
High-precision |
100–150T, high-end servo-hydraulic press brake or all-electric press brake, precision dies |
Appearance-critical stainless steel parts, elevator panels, strict assembly dimensional requirements |
$80,000–$150,000 |
The term “standard die” means different things to different suppliers—some include only the basic upper punch and lower die, while others don’t include any dies at all. Therefore, before comparing prices, we must first clearly confirm the die specifications, length, segmentation method, and V-die opening dimensions.
As shown in the table above, even for a 100T/3200mm press brake, there is a significant price difference between a basic entry-level model and a fully equipped 6-axis CNC model. This is not merely a brand premium but is determined by a combination of factors, including frame rigidity, controller grade, number of backgauge axes, crowning methods, tooling system, and scope of delivery. Simply looking at a press brake’s tonnage and length is not enough to determine whether it is actually expensive or not.
This article will provide a detailed analysis of press brakes with different configurations to explain exactly where the price differences lie, and it also includes a checklist to help you prepare a press brake RFQ. If you already have specific details regarding the materials to be processed, sheet thickness, and bend length, you can review our press brake machine solutions or send this information to the Raymax engineering team for configuration recommendations and a press brake quotation within 48 hours.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Why Asking “How Much Does a Press Brake Cost?” Won’t Give You an Accurate Quote
The configuration of every press brake must be tailored to your specific materials, precision requirements, production volume, and actual operating conditions. If you only ask for a price, suppliers can only provide a rough estimate—they cannot give an accurate quotation.
The Essence of a Press Brake Quotation Is a Quote on Processing Capability
Press brakes are not priced solely based on tonnage and bed length. Tonnage and bed length only determine the lower limit of the price range; what truly drives the price difference are frame rigidity, the press brake control system, the number of backgauge axes, crowning, dies, the clamping system, safety features, and the scope of delivery.
Therefore, a qualified supplier will ask you to clarify the following questions during the press brake RFQ stage:
Only after you provide the supplier with answers to all these questions can they determine the appropriate machine tonnage, length, controller, number of backgauge axes, and whether a CNC crowning system, hydraulic quick-change clamping system, special dies, or safety systems are required. These configuration choices determine the final quote.
The Most Common Problem with Low-Priced Press brake Quotations: Incomplete Specifications Leading to Additional Costs Later
Many low-priced press brake quotations are not typically due to the machine itself being inexpensive, but rather because many configurations are not included in the quotation and must be billed separately.
Common scenarios include:
When comparing quotes from different manufacturers, you should go through the configuration lists item by item to determine which quote is more reasonable.
What This Article Does Not Cover
This article does not list rankings of press brake manufacturers, nor does it provide tonnage calculation formulas. It simply teaches you how to understand press brake quotations so you can allocate your budget to key configurations that improve bending quality. If you want to learn how to correctly select the tonnage of a press brake, you can refer to the article on press brake tonnage calculation on our website.
Why Can the Price of Two 100T/3200mm Press Brakes Vary by a Factor of Two?
Tonnage and bend length determine the base price of a press brake; what truly drives the price difference are variations in the combination of frame grade, controller brand, number of axes, crowning, and scope of delivery.
Tonnage and Bend Length Only Determine the Lower Price Limit
A specification of 100T/3200mm only indicates that the machine can bend workpieces with a bending force of up to 100 metric tons and a bending length of up to 3200mm; it does not reflect the press brake’s configuration, precision, or production efficiency.
Even for machines with the same 100T/3200mm specifications, the following factors will affect the final press brake quotation:
Therefore, the specifications of 100T/3200mm only provide a rough starting point for the machine’s price. However, the actual price will depend on whether the machine can meet your specific bending requirements, such as part dimensions, shapes, production volume, and machining accuracy requirements.
.jpg)
What are the differences between the Basic Model and the Standard CNC Model?
|
Project |
Basic model |
Standard CNC model |
|---|---|---|
|
Core value |
Can it perform simple bending operations? |
Can it bend consistently and perform changeovers quickly? |
|
Setup method |
Relies more on the operator to manually adjust the machine |
Parameters are stored in the program and can be accessed and modified at any time |
|
Backgauge |
Basic single-axis positioning; positioning accuracy is generally average |
Multi-axis positioning for higher positioning accuracy |
|
Changeover efficiency |
Slow; requires readjustment each time |
Fast—directly call up the program |
|
Sources of price differences |
Limited configurations; weak control capabilities |
Powerful control, high precision, and high efficiency |
What Drives Press Brake Price? 9 Cost Factors Explained
There are nine factors that affect the price of a press brake quotation; upgrading any one of them will directly change the final price.
Complete List of Press Brake Price Drivers
|
Price factors |
How have the specifications changed? |
Why cost increases |
Reference price increments by configuration (Based on a new 100T/3200mm machine, FOB) |
When you can’t cut corners |
|---|---|---|---|---|
|
Tonnage, bend length |
100T/3200mm → 300T/6000mm |
The frame material, cylinder size, motor power, and overall machine weight have all been upgraded to a higher tier |
$40,000–$120,000 |
Bending thick plates, long parts, stainless steel, and high-strength steel |
|
Frame rigidity, crowning |
Manual shim compensation → Electric CNC V-axis compensation |
Upgraded to a stronger frame structure, electric drive system, and sensors |
$3,000–$8,000 |
Bend length ≥2500 mm, bend angle tolerance within ±0.2°, and batch production |
|
Number of axes, backgauge system |
3-axis → 4-axis → 6-axis |
Upgraded servo motors, ball screws and guideways, and independent stop fingers; additional control algorithms |
3→4-axis: $3,000–$6,000; 4→6 axes: $6,000–$15,000 |
Bending irregularly shaped parts, multi-bend assemblies, and parts with beveled edges; production of multiple varieties |
|
Controller grade |
Estun E21 → DA-53T → DA-69T |
Upgraded controller hardware, software functions, graphical programming, and parameter storage capacity |
$4,000–$12,000 |
Bending multi-bend assemblies, inexperienced operators, and frequent tool changes. If the controller price gap is unclear, use our press brake control system guide to compare E21, DA-53T, DA-66T, DA-69T, Delem, ESA, and other controller options. |
|
Tooling, clamping system |
Manual clamping plate + standard die → Hydraulic quick-change clamping system + segmented tooling / gooseneck punch |
Improved clamping mechanism precision, faster tool change, and higher-grade tooling materials |
Quick-change system: $2,500–$5,000; Precision tooling set: $3,000–$12,000 |
Bending appearance-critical stainless steel parts and deep box-shaped parts; more than 3 tool changes per day |
|
Safety guarding system |
Fixed guardrails → Laser safety guarding devices |
High costs for sensors and control interfaces, plus increased costs for compliance certification testing and commissioning |
$2,000–$5,000 |
When exporting to the European market, products must comply with CE requirements, and safety guard configurations must meet the EN 12622 standard. The U.S. market does not have a mandatory import certification equivalent to CE, but buyers typically have internal safety compliance requirements (such as OSHA workplace regulations), which must be confirmed with the buyer prior to procurement. |
|
Automation readiness |
No interface → Robot flange interface + sheet follower |
Increased costs for control interfaces, structural provisions, and communication protocols |
$5,000–$20,000 |
Future plans include implementing robots, long-part support systems, and automated cells |
|
Delivery, installation and commissioning |
FOB bare machine → Delivered to factory + on-site commissioning by engineer |
Increased costs for export packaging, marine cargo insurance, engineer travel, and on-site commissioning |
$2,000–$8,000, excluding ocean freight and customs duties |
First-time overseas procurement, production at a new factory, urgent need for rapid batch production |
|
Warranty, spare parts package |
12-month basic warranty → 24 months + core spare parts shipped with the machine |
Upgraded spare parts inventory, technical support, and service response systems |
$1,500–$5,000 |
Production lines cannot be shut down; tight lead times |
The price differences listed above are estimated based on the following conditions: Chinese manufacturers, new machines, standard CNC hydraulic press brakes, Q235/Q345 carbon steel applications, and FOB port of shipment. They are provided for reference only. Actual quotes will depend on the specific configuration list and the supplier’s calculations. This table is intended to help you estimate a rough budget and does not constitute a formal quote.
If you receive two quotes with identical specifications but significantly different prices, do not rush to compare prices. Instead, first carefully verify each item—including the controller model, number of axes, presence of a V-axis, quick-change type, die list, safety system rating, and scope of delivery—before determining which quote is more reasonable. If a quote does not even include a configuration list, there is no point in using it for comparison.
If you have part drawings or material specifications, please send them to Raymax. We will calculate the tonnage, select the number of axes and configuration based on your operating conditions, and provide a complete quotation proposal.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
What are the price differences between basic hydraulic, CNC hydraulic, hybrid servo, and all-electric press brakes?
The operating logic of a hydraulic press brake is primarily driven by the hydraulic system, while that of a CNC press brake is primarily driven by the control system. Currently, most mid-to-high-end press brakes exported are CNC hydraulic models. What buyers should really be comparing is the quality of the hydraulic system and the grade of the controller, rather than getting caught up in debating whether CNC or hydraulic is “superior.”
Basic Hydraulic Press Brakes—Purchasing Basic Forming Capability
CNC Hydraulic Press Brake—Investing in Control, Repeatability, and Changeover Efficiency
This type of machine is commonly referred to in the industry as a servo-hydraulic press brake and is currently the mainstream configuration for the mid-to-high-end export market.
Hybrid Servo-Hydraulic Press Brakes—Investing in Efficiency, Energy Savings, and Response Speed
Electric Press Brakes—Purchasing for High Speed and Clean Production
.jpg)
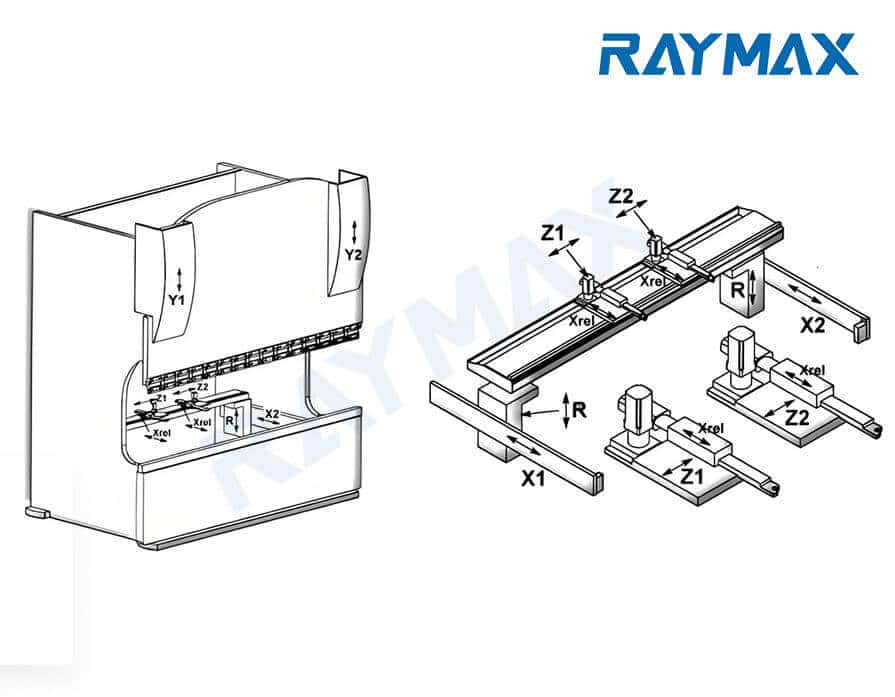
What’s the price difference between 3-4-axis and 6-axis press brakes? When is it worth spending the extra money?
The cost of adding extra axes is justified by the increased flexibility in backgauge positioning and the reduction in manual adjustments. The more complex the parts being processed and the more frequent the changeovers, the greater the value of a 6-axis machine.
What applications are 3-4-axis press brakes suitable for?
When is a 6-axis press brake essential?
How much does each additional axis actually cost?
Assuming a 100T model with no change in press brake controller tier:
The actual cost increase ultimately depends on the servo brand, the grade of the guideways and lead screws, controller compatibility, stop finger structure, and the supplier’s configuration standards. If you want to understand how different backgauge axes affect positioning, setup time, and complex-part bending, read our guide to 3-axis, 4-axis, and 6-axis press brakes.
Which optional features will significantly increase the price of a press brake? Where should you not cut corners?
The optional features included in the quote are all designed to achieve higher precision, faster changeover speeds, and enhanced safety. If you forgo certain necessary configurations to save money, the costs saved will eventually be offset by scrap, rework, and machine setup time.
CNC Crowning—A Core Configuration for Long Workpieces and High-Consistency Operations, Not a Cosmetic Feature
When bending long workpieces, the frame and bed are subjected to forces that cause deformation, resulting in angle inconsistency at the center and ends along the same bend line. Without a crowning system, corrections can only be made by manually adding shims and performing repeated trial bends.
This method is slow, unreliable, and heavily dependent on the operator’s experience. Adjustments often need to be made again whenever the material, thickness, or length changes. CNC V-axis deflection compensation automatically corrects bed deflection, improving left-center-right consistency for long workpieces.
If your bend length is 3 meters or longer, or if you have strict bend angle accuracy requirements, you must consider V-axis deflection compensation to ensure stable production. For a deeper explanation, see how CNC crowning for long-part bending corrects deflection and improves angle consistency across the full bend length.
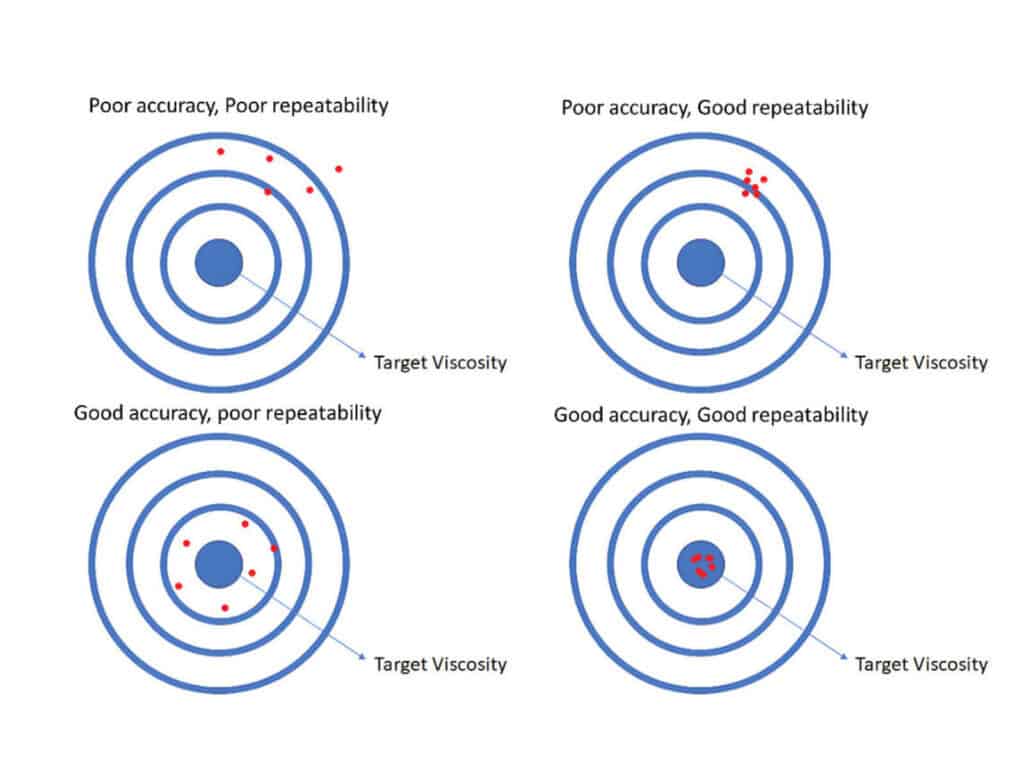
Backgauge Accuracy—The Stability of Flange Dimensions Depends on the Backgauge
The backgauge directly affects flange dimensions. If the backgauge is unstable, it can lead to the following issues: inconsistent flange lengths, unstable workpiece positioning against the backgauge, significant cumulative errors after multi-bend assemblies, poor repeatability for complex, irregularly shaped parts, and the need for operators to make repeated adjustments.
When selecting a backgauge system, do not focus solely on the number of axes; also consider the precision of the lead screw and guideways, the brand of the servo motors, the backgauge finger structure, backgauge repeatability, the ability to integrate with the controller, and gauging stability for complex parts. If high dimensional accuracy is required for the workpiece, it is essential to carefully evaluate and select an appropriate backgauge system.
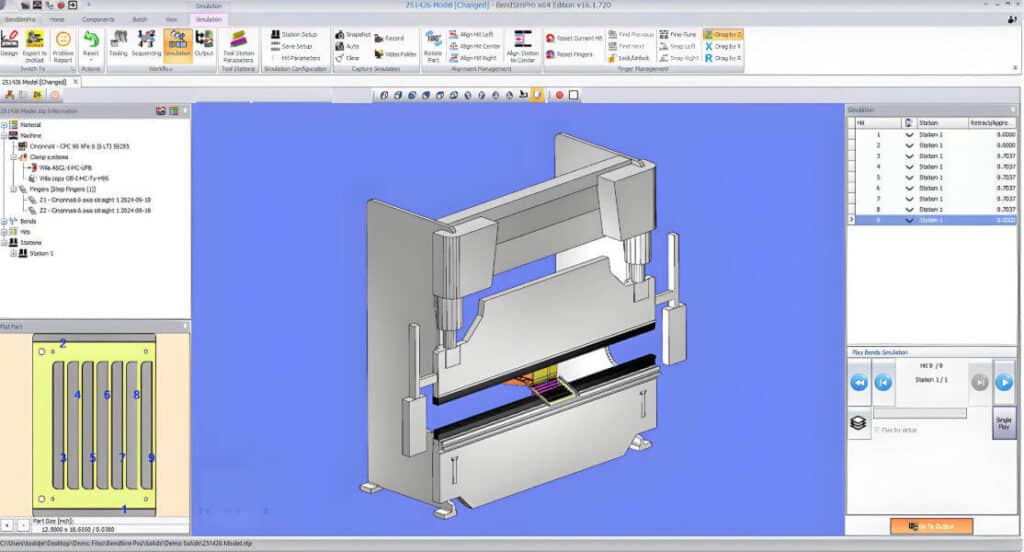
Controller Upgrade—It’s Not Just About the Screen; It’s About Changeover Efficiency and Minimizing Human Error
An upgraded advanced controller features graphical programming, bending sequence management, program storage, a die database, and automatic backgauge calculation. It can significantly reduce manual setup errors and improve production efficiency.
For factories that consistently produce the same parts, a basic-level controller may suffice; however, in workshops with frequent changeovers, an advanced controller is a critical component for boosting efficiency and production capacity.
.jpg)
Hydraulic Quick-Change Clamping System—With More Than 3 Tool Changes Per Day, Quick Clamping Equals Production Capacity
Generally, manually clamping a die set takes approximately 20–40 minutes (the exact time depends on the number of dies and the operator’s skill level). With a hydraulic quick-change clamping system, tool change time can be significantly reduced to 3–8 minutes (depending primarily on the number of segmented tooling units and stations).
This time estimate is based on a 3200mm bed, standard European-style segmented tooling, and a skilled operator. Actual tool change time may vary depending on factors such as bed length, the number of tool segments, operator proficiency, and tool weight.
If a workshop requires three tool changes per day, and assuming each manual clamping operation takes 30 minutes, approximately 1.5 hours would be wasted daily on tool changes. After switching to a hydraulic quick-change clamping system, assuming each tool change takes 5 minutes, only about 15 minutes per day would be spent on tool changes.
When this time savings is converted into production capacity, the difference becomes very significant. Therefore, if your workshop performs three or more tool changes per day, a hydraulic quick-change clamping system is a key configuration for improving your production efficiency and capacity. For frequent tool changes, compare hydraulic quick-change clamping ROI against mechanical quick clamps and manual clamping before deciding whether the upgrade is worth the cost.
Laser Angle Measurement—When Is It Worth the Investment?
A laser angle measurement system can measure the bend angle in real time during the bending process and feed the measurement results back to the controller to perform angle correction on the Y-axis, ensuring bend angle accuracy meets standards.
The material properties of standard Q235 carbon steel and 304 stainless steel components are relatively stable. If tolerance requirements are not stringent, laser angle measurement is not necessary. However, in scenarios involving significant material springback, large batch-to-batch variations, and high angle accuracy requirements, laser angle measurement truly demonstrates its value.
Safety Guarding, Front Support arms, and Automation Provision
Safety guarding systems are an indispensable feature of press brakes and must be configured according to the regulations of the target market, the customer’s specific acceptance requirements, and the machine’s actual configuration.
The front support arms and sheet followers are primarily used to address sheet sag issues in large, thin, or long sheets caused by insufficient support during bending. Without these devices, sheets are prone to sagging or flipping upward during the bending process, typically requiring the operator to manually support the material. This can lead to unstable bend angles, poor sheet surface quality, and significant safety hazards.
If the factory has future automation plans, it is essential to reserve space for automation interfaces in advance; retrofitting them later will incur significantly higher costs.
Beyond FOB Price: What Is the Total Installed and Production-Ready Cost of a Press Brake?
The FOB price refers to the quotation provided by the seller prior to loading the goods onto a vessel at a Chinese port of shipment. This price does not include ocean freight, marine insurance, customs clearance fees at the port of destination, import duties, inland transportation costs, crane handling fees, installation and commissioning costs, or training fees.
The total cost of delivering a 100-metric-ton press brake to the factory and getting it up and running is typically $4,000–$18,000 higher than the FOB quotation. However, this is only a reference price; the exact figure depends on factors such as the destination port, tariff status, and whether on-site commissioning is required.
Three Pricing Terms Buyers Must Distinguish
|
Pricing terms |
Scope of delivery |
Points most often misunderstood by Buyers |
|---|---|---|
|
EXW (Ex Works) |
The goods are made ready at the factory; all other costs are borne by the buyer |
Even export customs clearance and domestic transportation costs are the buyer’s responsibility |
|
FOB (Free On Board) |
Costs incurred prior to loading the goods onto the vessel are borne by the seller |
Does not include ocean freight, insurance, destination port duties, or inland transportation costs |
|
CIF (Cost, Insurance, and Freight) |
FOB plus ocean freight and insurance |
Upon arrival at the port, the buyer is still responsible for customs clearance, paying duties, transportation, and unloading/crane handling |
|
DAP / DDP |
Closer to delivery at the factory, but it must be clarified whether customs duties, hoisting, and installation costs are included |
You must confirm every item included |
Note: EXW and FOB are two different Incoterms and must not be used interchangeably in quotations.
Reference Figures for total installed and production-ready cost
The figures below are based on market conditions in the first half of 2026 and are for budgeting purposes only. You must confirm real-time quotes with the freight forwarder before making a formal purchase.
Reference ocean freight rates (full container load (FCL), major Chinese export ports):
100–160T Models (Net weight 5–10 metric tons, typically fits in a 20GP container):
200T and above (typically requires a 40HQ or OOG container):
Reference costs for installation and commissioning:
What Items Are Included in the total installed and production-ready cost?
Total installed and production-ready cost = FOB Price at Port of Shipment + Export Packaging + Ocean Freight + Marine Insurance + Customs Clearance Fees at Port of Destination + Import Duties + Inland Transportation + Foundation/Hoisting + On-site Installation and Commissioning + Operator Training + Initial Spare Parts
If you focus solely on the FOB price, you’ll overlook additional costs such as freight, duties, and commissioning fees. What you should really calculate is the total cost from placing the order to the machine’s official operation at the factory.
Why do press brake quotations vary so much among different suppliers?
For press brakes of the same tonnage, it’s quite normal for quotations from different suppliers to vary by 40–100%. When differences in controller specifications, frame material grades, factory inspection standards, and delivery terms are taken into account, the price gap naturally widens.
Four Real Sources of Price Variation
In addition to the four sources mentioned above, it is essential to clarify the method for crowning—whether it is manual shim compensation, mechanical compensation, or CNC electric V-axis compensation. These three compensation methods are entirely different, with significant variations in cost and effectiveness; the specific type must be clearly specified.
After Receiving a Quote, Use This Checklist to Verify Specifications
Upon receiving a press brake quotation, we must first verify the following items one by one before comparing prices:
If these configurations are not clearly specified in a quotation, the quotation will not be comparable.
.jpg)
Why does the lead time for a press brake vary? How to Calculate Production Lead Times, Shipping Schedules, and Installation Milestones
The lead time for a press brake depends on whether you are purchasing a standard or custom machine, the availability of press brake controller inventory, the need for safety certifications, the die configuration, and the scheduled shipping dates. From order placement to the start of formal production, we recommend allowing 90 days for standard machines and 120 days for high-specification machines.
Reference Delivery Times for Four Scenarios
|
Machine type |
Production lead time guidelines |
Suitable scenarios |
|---|---|---|
|
In-stock press brake |
Ships immediately or ships within 1–2 weeks |
Immediate production is required; standard machine models; willing to accept existing configurations |
|
Standard configuration custom-order machine |
Production lead time: approximately 30–45 days |
Standard machine models paired with mainstream controllers; configurations can be adjusted as needed |
|
High-spec/custom-built machine |
Production lead time: approximately 45–90 days |
Special axis counts, high-end controllers, custom tooling, or special voltage requirements |
|
Includes automated integration units |
Production lead time: approximately 90–120 days or more |
Future plans for automation; need to reserve interfaces for automation and robots |
What Factors Can Extend Lead Times?
Reference Sea Freight Transit Times
Ocean freight transit times should be calculated separately from the production cycle; the total lead time is the sum of both. Therefore, when inquiring about lead times, do not just ask when the shipment can be dispatched, but rather ask:
Only by confirming each of these milestones one by one will you know when you can expect to receive the machine.
New vs. In-Stock Press Brake: Which Is More Cost-Effective?
An in-stock press brake saves you the lead time you’d otherwise spend waiting for delivery, while a custom machine ensures the configuration perfectly matches your processing needs. As long as the press brake’s configuration precisely meets your part processing requirements, either option is cost-effective.
Who is an in-stock press brake suitable for?
An in-stock press brake is not a low-end machine; as long as the specifications match exactly, it can save you the time spent waiting for production and the lead time. If lead time is your biggest concern, check our in-stock press brakes before ordering a fully customized machine.
Who Should Choose a Custom-Built New Machine?
When part requirements are very specific, a custom-built machine is more reliable than an in-stock press brake.
Used Press Brakes
Used press brakes may be inexpensive to purchase, but they carry risks such as an aging hydraulic system, end-of-life press brake controller firmware, worn backgauge leadscrews, poor die condition, and a lack of after-sales support.
How Should You Choose a Machine Based on Your Budget? Five-Tier Budget Recommendations
Categorizing budgets is not about comparing which option is more expensive, but rather about spending your money on a configuration that meets your current operational needs. The following five tiers are classified based on actual operating conditions.
Budget-Tiered Configuration Recommendations for Press Brakes
|
Budget range |
Entry-level |
Mid-range |
Production |
High-mix production |
High-precision |
|---|---|---|---|---|---|
|
Applicable operating conditions |
Simple carbon steel parts, few changeovers, fixed components, standard precision requirements |
General sheet metal shops, enclosures and cabinets, brackets and panels, everyday batch production |
High-volume, two-shift production; long-part bending and stainless steel parts; requires a reduction in rework rates |
Multiple part types in small batches, frequent daily tool changes, and complex bending sequences |
Appearance-critical stainless steel parts, elevator panels, automotive parts, and applications requiring high assembly dimensional accuracy |
|
Typical specifications |
80–100T / 2500mm, 3-axis, E21 controller |
100–160T / 3200mm, 4-axis, DA-53T/66T |
160–200T / 3200–4000mm, 6-axis, DA-69T |
100–200T / 3200mm, 6-axis, DA-69T, robot interface |
100–150 metric tons, high-end electro-hydraulic servo or all-electric servo systems |
|
FOB reference price range |
$12,000–$22,000 |
$25,000–$45,000 |
$45,000–$75,000 |
$60,000–$100,000 |
$80,000–$150,000 |
|
Required configurations |
Hydraulic synchronization system, basic backgauge, standard European-style tooling |
4-axis backgauge, V-axis crowning, hydraulic quick-change clamping system |
6-axis backgauge, CNC crowning system, high-rigidity frame, hydraulic quick-change clamping system, segmented tooling |
Full-axis CNC backgauge system, graphical controller, hydraulic quick-change clamping system, program storage function |
CNC crowning system, laser angle measurement system, precision tooling, high-end controller |
|
Items not recommended to omit |
Basic safety guards; frame grade cannot be reduced |
V-axis crowning; controller must not drop below E21 |
Crowning, hydraulic quick-change clamping system, spare parts package, operator training |
Number of axes, CNC controller, hydraulic quick-change clamping system |
No configuration that enhances precision should be omitted |
|
Reasons for price increase |
Fewer axes, basic controller, no hydraulic quick-change clamping system or complex tooling |
CNC control, more stable positioning, higher changeover efficiency |
Ensures long-term stable production and reduces rework |
Significantly reduces setup time and is capable of bending complex parts |
High precision, strong stability, low scrap rate |
The budgets in this table are calculated based on the following assumptions: Chinese manufacturers, new machines, FOB port of shipment pricing, and include the mandatory configurations listed in the table, but exclude ocean freight, customs duties, installation, and training. Whether standard tooling is included depends on the specific quote; the die configurations in the table are provided solely to illustrate how costs vary and do not imply that all quotes automatically include a complete set of dies.
If your budget is limited, prioritize the four core performance factors that directly impact bending quality: frame rigidity, controller grade, backgauge accuracy, and crowning—these directly determine the quality of the bent parts.
If you’re unsure which grade is suitable for your operating conditions, please send your material, sheet thickness, bend length, and part type to Raymax, and we’ll help you calculate the most appropriate configuration combination.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Where Should You Not Cut Costs? Which Configurations Can Be Added Later?
You must never skimp on configurations that directly affect accuracy, safety, and the ability to maintain normal production. Any money saved on these configurations will ultimately be spent on scrap, rework, and downtime.
Configurations You Cannot Skimp On
If the machine’s tonnage is insufficient, the bed length is inadequate, or the frame rigidity is insufficient, these issues cannot be remedied through machine adjustments later on.
Items That Can Be Configured in Phases
The Three Most Dangerous Ways to Cut Costs
First, underestimating the maximum sheet thickness
The customer only mentioned that their primary sheet thickness is 6 mm, but failed to mention that they occasionally need to process 8 mm sheets. If the tonnage is selected based on a 6 mm sheet thickness, the machine will be unable to handle orders for 8 mm sheets later on.
Second, underestimating the maximum bend length
The customer only mentioned that the primary bend length they process is 2500mm, but failed to mention that they occasionally need to produce 3000mm parts. In this case, the bed length will be insufficient, leading to insufficient frame rigidity, the need for repeated crowning adjustments, and instability in material support.
Third, omitting crowning while processing long parts
Without a crowning system installed, when processing long workpieces, the bend angle in the middle will always differ from those at both ends, requiring the operator to make repeated adjustments. This will increase both the scrap rate and setup time.
How to Obtain an Accurate Press Brake Quotation? You Must Prepare These Documents
We must provide suppliers with complete operating parameters and part specifications to obtain a truly feasible configuration plan and quotation. Before sending an inquiry, use this press brake RFQ checklist to make sure your material, thickness, bend length, tolerance, tooling, and delivery requirements are complete.
List of RFQ Materials for Press Brakes
I. Parts and Materials
II. Precision and Surface Requirements
III. Production and Changeover
IV. Configuration Preferences
V. Delivery and Installation
The 5 Most Important Questions to Ask Suppliers Before Requesting a Quote
Question 1: What configurations are included in your quote?
You must have the supplier clearly list each item, including the controller model, number of axes, crowning system type, clamp type, die list, safety systems, and Incoterms—do not limit your inquiry to tonnage and length alone.
Question 2: What specifications do your in-stock press brakes have?
If you’re a buyer who needs to start production as soon as possible or has a limited budget, first check whether in-stock press brakes can meet the processing requirements for your existing parts before deciding whether to order a custom machine.
Question 3: What is the lead time? What milestones are included?
Ask for a clear breakdown of when production will be completed, when the Factory Acceptance Test (FAT) will be conducted, when the equipment will be packed and shipped, when it will arrive at the port, and when installation will take place. Clarify the entire lead time process, rather than just asking when the shipment will be dispatched.
Question 4: Who performs the installation and commissioning, and how is it done?
Clarify whether engineers will travel on-site for installation and commissioning or provide remote support, how costs are calculated, and what the acceptance criteria are upon completion of commissioning.
Question 5: What is the warranty coverage, and what is the response time for spare parts?
Clarify which parts are eligible for free replacement during the warranty period, where spare parts are shipped from, and how quickly they are delivered.
If you have information on the types of materials you process, maximum sheet thickness, bend length, and part drawings, please send these details to the Raymax engineering team. We will recommend a suitable configuration, provide a quotation, and estimate the delivery timeline based on your actual operating conditions.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Conclusion: When Buying a Press Brake, Don’t Just Compare the Base Price
The true cost of a press brake isn’t how much you spend to purchase the machine, but rather its production performance over the coming years.
If you only need to perform simple bending tasks, there’s no need to purchase a high-end configuration. However, if you’re working with long parts, appearance-critical stainless steel parts, complex parts, a wide variety of parts, or parts with very high precision requirements, trying to save money on crowning, backgauge accuracy, controller quality, quick-change systems, and dies simply shifts those savings to subsequent scrap rates, rework time, and downtime.
Therefore, the correct procurement approach is to first identify the most demanding requirements of your parts, and then determine the tonnage, bend length, number of axes, press brake controller, crowning, dies, and delivery terms based on those requirements.
Send us your material specifications, sheet thickness, bend length, and drawings, and Raymax will help you obtain a practical press brake configuration plan and quotation.
Ready To Upgrade Your Metal Fabrication Line?
Email Us For A Free Consultation.
Frequently Asked Questions (FAQs)








Related Blog

Electric vs Hydraulic Press Brake: Which Should You Buy? A Quick Decision Guide

What Is a Tandem Press Brake? Benefits, Applications & Buying Tips

What is a Press Brake Back Gauge? Types and Key Components Explained!

What is a Press Brake Operator? Duties, Skills, Salary & Career Prospects Explained!
Press Brake Software: Basics, Implementation, Examples & Selection Guide

How Does an Electric Press Brake Work? Working Principle, Core Parts and Pros

One-Stop Guide to Hydraulic Press Brake: Working Principle, Bending Process & Applications
Press Brake Crowning Troubleshooting: Fix Uneven Bend Angles Across Long Parts
Press Brake Repeatability vs Accuracy: Definitions, Test Methods & Common Misunderstandings
CNC press brake axis: Mastering Configurations from 2-Axis to 8+1 for Pro Results

Pneumatic Press Brake: Complete Guide, Advantages, Applications & Buying Tips

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues
Post Your Review
Share Your Thoughts And Feelings With Others