
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Introduction: What is an 8 axis press brake?
Definition of 8 axis press brake
The 8 axis press brake has eight independently controllable axes, among which Y1/Y2 axes can control the left and right movement of the slider, X1/X2 can control the forward and backward movement of the back gauge, R1/R2 can control the up and down movement of the back gauge, and Z1/Z2 can control the left and right movement of the back gauge. Due to the linkage of multiple axes and closed-loop control, the 8 axis press brake can achieve bending of complex contours and irregular hole positions after one clamping. Some workpieces can be processed by increasing the number of axes of the press brake to reduce fixture changes, thereby improving the success rate of workpiece forming.
Core differences between 3/4/6 axis press brake
The difference between an 8 axis press brake and a 3/4/6-axis press brake is that they can handle more complex workpieces, and the precision of workpiece repetition is relatively high.

Basic principles and analysis of the role of axes
What does “axis” mean? What is its role in the bending process?
Definition: “Axis” refers to the positioning of the backrest that can be independently controlled by a CNC system in one degree of freedom. The press brake axis can not only control the movement of the slider, but also the forward, backward, left, right, and up and down movement of the backrest. The more axes there are, the higher the programmable degrees of freedom.
Function: To achieve the positioning of the bent sheet metal relative to the tool through the positioning of each axis. Control the bending angle, adjust the backrest position and vertical height, and compensate for possible deflection and rebound to achieve the bending angle and dimensional accuracy of the bent workpiece.
What axes are typically included in an 8 axis CNC press brake? What function is each axis responsible for?
The eight axes are Y1/Y2, X1/X2, R1/R2, Z1/Z2, with the V axis serving as the compensation axis, which is usually an optional axis.

Key advantages of 8 axis press brake
High precision and high efficiency
The 8 axis CNC press brake can achieve multi-stage bending and reduce the angle impact caused by rebound through closed-loop angle control and deflection compensation of Y1 and Y2 axes. The angle repeatability and accuracy are high, and usually the first piece can meet the standard, greatly improving production efficiency.
Multi-station and flexibility
Due to the ability of the 8 axis CNC press brakee to achieve multi station backing, segmented bending, and joint operation with different flange heights, it can quickly transition between processing asymmetric workpieces, densely spaced holes, and opposite workpieces, significantly reducing the time for workpiece changeover. It is very suitable for small batch and multi variety production to improve workpiece flexibility.
Production Consistency
Due to the closed-loop control of the 8 axis CNC press brake and the unified process library, it can not only reduce bending errors caused by manual experience, but also ensure the consistency of bending on the production line for different shifts and operators.
Multi functional bending capability
The 8 axis CNC press brake can support bending of irregular/complex contours/dense lines, and can also be combined with specific tools to achieve composite sheet metal pressing process such as line pressing, folding, and embossing.
User friendly interface
8 axis CNC press brakes are usually equipped with state-of-the-art CNC controllers such as ESA S875, which have more intuitive workpiece bending settings and support offline programming and simulated collision detection, making it easy for operators to get started.
Automation level
The 8 axis press brake can be docked with robotic arms, trusses, and AGVs to achieve automatic loading and unloading as well as plate positioning. Not only that, the interface protocol of the 8 axis press brake can receive data from MES/APS/ERP and can assign tasks to the machine.
Durability
The 8 axis press brake has a high rigidity frame, high-quality guide rails, and high-precision technology, which can improve the stability and durability of the machine, thereby maintaining high production of the equipment.
Higher flexibility
The supporting equipment of the 8 axis press brake can support rapid tool replacement, quick modification of various bending process parameters, and adaptive adjustment for different metal thicknesses, making it more suitable for multi variety bending production operations.
Quality traceability and digital connection
Due to its ability to interface with enterprise level information, the 8 axis press brake is easy to trace the process. In addition, the 8 axis press brake can optimize production plans and improve data-driven quality.
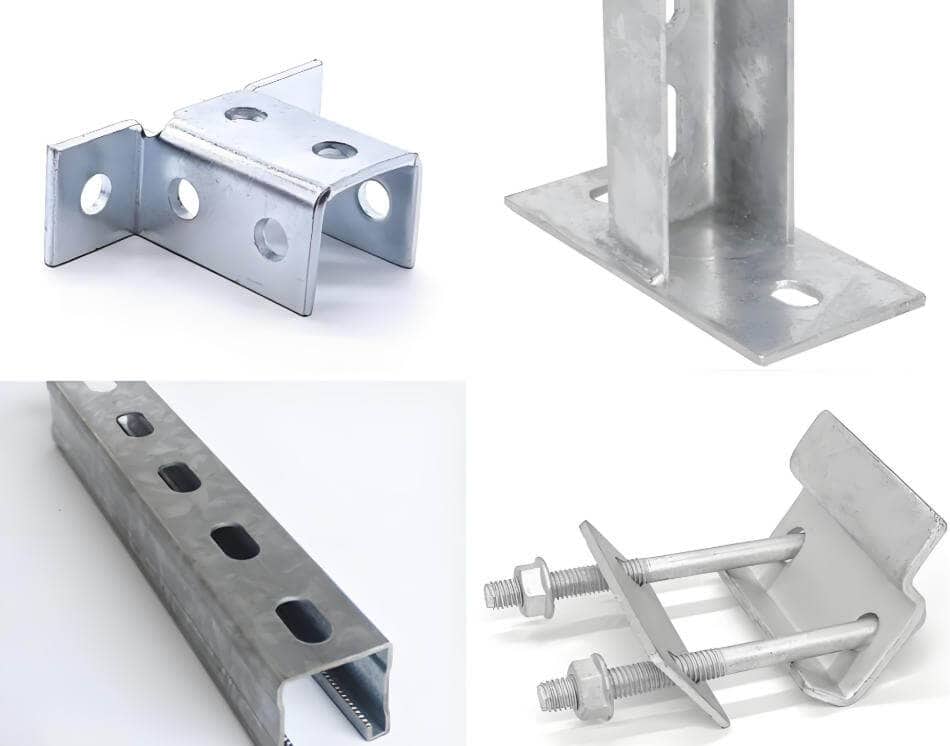
Application scenarios of 8 axis cNC press brake
Typical Industries
Typical workpieces
Materials and Thickness
8 axis press brakes are commonly used in the bending process of metal sheets such as stainless steel, cold-rolled plates, and aluminum. Among them:
Why choose an 8 axis cNC press brake?
Differences in Process Capability Caused by Differences in Axis Count
The more axis a press brake has, the higher the degree of freedom of the backrest and slider, and the stronger its adaptive ability to handle workpieces with anisotropy/asymmetry/dense hole positions. Therefore, an 8 axis CNC press brake is particularly suitable for bending complex workpieces.
Comparison of applicable scenarios
For the processing of complex boxes, dense lines, and irregular hole spacing, the 8 axis press brake has significant advantages. Conventional straight line bending and single flange workpieces can be processed by press brakes with 6 or fewer axes.
Comparison of return on investment cycles
Although the initial unit price of an 8 axis press brake is relatively high, it can significantly reduce the long-term total cost of the machine by reducing workpiece changes, improving yield, and reducing labor dependence. Therefore, it can achieve a shorter payback period in medium to high complexity processing environments.
When should you upgrade to 8 axes?
When your factory experiences at least two situations, you need to consider configuring an 8 axis press brake:
Please do not hesitate, immediately equip with an 8 axis press brake to perfectly solve your bending problems and put them into the fast processing assembly line.
Purchase Guide: How to Choose an 8 axis CNC press brake
Purchase key indicators
Software and hardware ecology
It is recommended to choose an 8 axis press brake equipped with a software and hardware ecosystem to ensure the security of equipment data and manage user permissions for the press brake. The typical software and hardware ecosystem includes CAD/CAM suites, remote diagnostic/logging capabilities, open interfaces, and standard communication protocols that can communicate with MES/APS/ERP.
Service and Delivery
The service and delivery of 8 axis press brakes are very important! Before purchasing a machine, be sure to inquire about the press brake manufacturer’s installation and debugging cycle, whether there is on-site training in programming/process/maintenance, whether there are warranty terms, whether there are spare parts and responsive SLA, and whether there is remote support capability. These aspects are also essential criteria for selecting a suitable 8 axis press brake.
TCO and ROI evaluation
Usually, when purchasing a press brake, not only should the initial cost of the machine be considered, but also the operating cost. Manufacturers need to evaluate the TCO and ROI of an 8 axis CNC press brake. Usually, a press brake is considered comprehensively from several aspects, including the purchase price of equipment, the price of tools and fixtures, the energy consumption of the machine, maintenance and warranty, and the price of vulnerable parts.
If you choose the 8 axis press brake correctly, it can shorten the manual and changeover time, thereby improving OEE and workpiece yield. In addition, the one-time clamping of complex parts can also reduce the risk for operators in your factory. Moreover, the 8 axis press brake can be linked with a digital system, which can bring visualization to press brake operators and improve the plan achievement rate of workpieces.
Conclusion
Through the above introduction, I believe you have a certain understanding of the 8 axis CNC press brake. We know that the 8 axis press brake has great advantages in handling high complexity, multi-stage bending, and small batch and multi variety production. Although the initial cost of the machine is relatively high, the 8 axis press brake can not only reduce the tool changing time, but also improve the yield rate of workpieces. If we look at the long-term return rate, the 8 axis press brake is worth having.
If you are interested in our 8 axis CNC press brake or have any other questions about it, you can consult through our website raymaxtech.com. We will use our professional knowledge to answer your questions. Looking forward to hearing from you!
FAQ






Related Blog
Press Brake Price Guide 2026: Cost Factors, Options & Accurate Quotes
Press Brake FAT/SAT Acceptance Checklist: Accuracy Tests, Tolerance & Documentation
-1-1024x768.jpg)
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist
-1024x768.jpg)
Press Brake Crowning Troubleshooting: Fix Uneven Bend Angles Across Long Parts
-1024x768.jpg)
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
-1024x768.jpg)
Press Brake Backgauge Accuracy Troubleshooting: How to Diagnose Flange Length Errors

Electrical Enclosure Bending: Flat Pattern, Flange Accuracy & Fit-Up Issues

Press Brake Bending Accuracy Checklist: 10 Quantified Factors to Inspect

Press Brake Crowning Explained: Deflection, Angle Variation, Adjustment & System Comparison
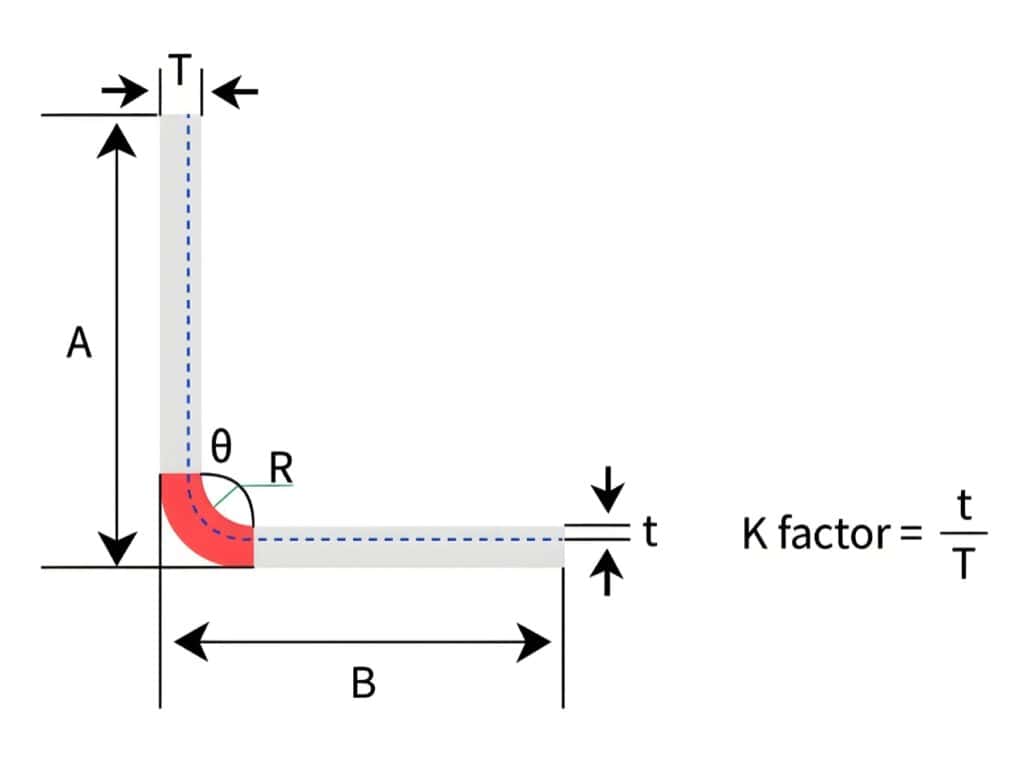
Bend Allowance vs Bend Deduction vs K-Factor: How to Calculate Sheet Metal Flat Patterns (With Examples)
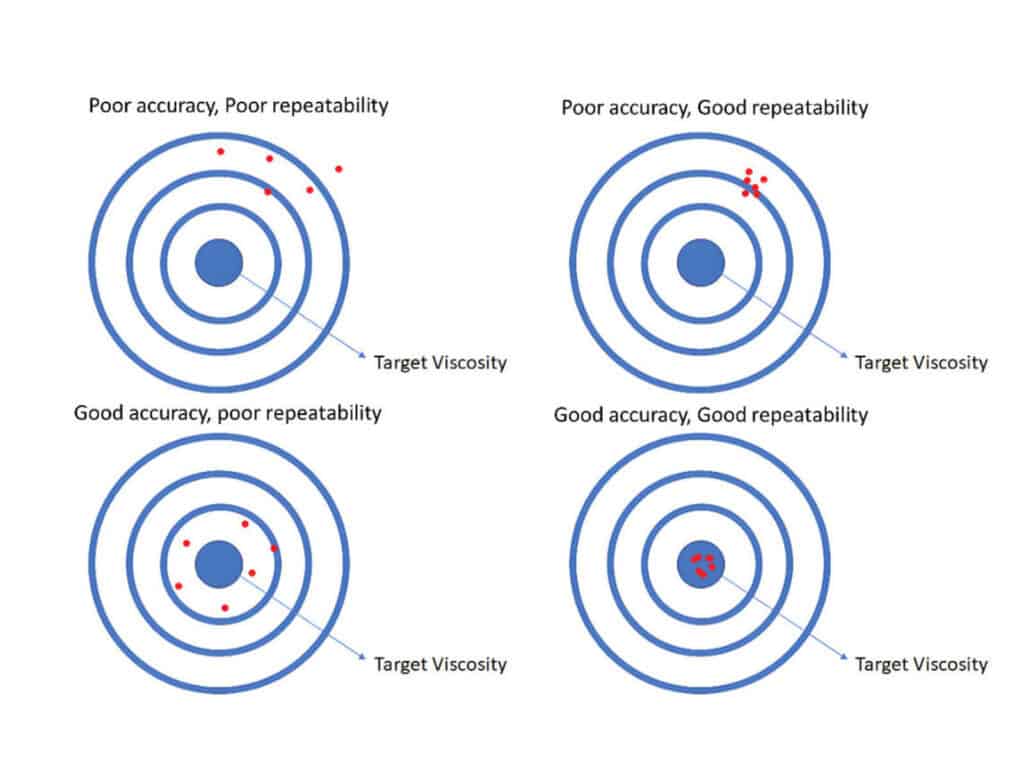
Press Brake Repeatability vs Accuracy: Definitions, Test Methods & Common Misunderstandings
Press Brake Guarding Systems & Requirements: OSHA & ANSI Safety Guide
Post Your Review
Share Your Thoughts And Feelings With Others
5 responses to “What is an 8 axis press brake: Why It’s the best investment for complex bends”
Nice post. I learn something totally new and challenging on websites
I was recommended this website by my cousin I am not sure whether this post is written by him as nobody else know such detailed about my difficulty You are wonderful Thanks
Hi there to all, for the reason that I am genuinely keen of reading this website’s post to be updated on a regular basis. It carries pleasant stuff.
This is my first time pay a quick visit at here and i am really happy to read everthing at one place
This was beautiful Admin. Thank you for your reflections.