
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines

-1-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Quick Answer
Current situation of industry security risks
Whether safety measures for a press brake are adequate, depends not only on whether the machine is equipped with safety devices, but also on whether we can implement effective protective measures to address these risks, when faced with real-world operational hazards.
During the operation of a press brake, the primary risks stem from the following areas:
These different risk scenarios require corresponding protective measures, such as safety light curtains, laser guard systems, interlocked side doors, rear guardrails, emergency stop buttons, foot pedal guards, two-hand controls, and safe speed control.
When purchasing a press brake, we must not only focus on tonnage, maximum bending length, press brake control systems, and the number of backgauge axes, but also pay attention to safety guarding configurations. A qualified press brake guarding system not only safeguards operator safety and reduces the risk of misoperation but also does not interfere with normal production processes.
30-Second Checklist: What safety guarding configuration does your press brake need?
|
Risk scenarios |
Recommended safety measures |
Suitable applications |
Key considerations |
|---|---|---|---|
|
Operator’s hand near the bending danger zone |
Laser guard system |
Small parts, complex parts, and close-proximity positioning bending |
Laser guard systems are more suitable when operators must work in close proximity to the upper punch and lower die areas |
|
Standard safety precautions in the front operating area |
Safety light curtain |
Standard CNC press brake operation |
Requires proper configuration of safety distances and response logic |
|
During tool change or setup of the first part |
Interlocked side doors + setup mode |
Tool change, adjustment of the first part, and trial bend with parameters |
Prevents accidental startup during setup |
|
Risk associated with the high-speed movement of the backgauge |
Rear guardrail / Rear door interlock / Rear barrier |
CNC press brakes with backgauge |
Prevents personnel from entering the high-speed movement zone of the backgauge |
|
Risk of accidental activation of the foot switch |
Foot pedal guard |
All press brake operating scenarios |
A basic but essential safety configuration |
|
Simple, repetitive bending operations |
Two-hand control |
Simple parts and single-operator fixed-station operation |
Offers a high level of safety but lacks flexibility for complex bending operations |
|
During maintenance or troubleshooting |
lockout/tagout (LOTO) + maintenance mode |
Equipment inspection, troubleshooting, and maintenance |
Prevents accidental machine startup during maintenance and repair |
If you are considering purchasing safety guarding for a press brake, RAYMAX can provide configuration recommendations for a suitable safety system based on your workpiece dimensions, bending process, and production requirements. For a broader overview of common protection options, see our guide to press brake safety devices and guidelines.
What is press brake guarding
Definition of Press Brake Guarding
Press brake guarding devices protect operators from being pinched or injured by the machine. The main types of devices include:
Statistical Data on Safety Incidents
In press brake accidents, the most common risks include pinching in the die area, finger and hand injuries, accidental startup during tool change or setup, entry into the moving backgauge area, and operators bypassing safety devices. Rather than simply citing accident rates, it is more important to match each risk scenario with the corresponding protective measure.
The Role of Safety Devices in Improving Production Efficiency and Reducing the Risk of Accidents
By properly configuring laser guard systems, light curtains, and interlock systems, unexpected downtime caused by operator error or safety incidents can be minimized, resulting in more stable equipment operation and higher utilization rates.

Safety Requirements for Press Brakes
Press Brake OSHA Requirements and Safety Guarding Configurations
When implementing safety guards for press brakes, it is crucial to adhere to relevant regulations and standards. This not only ensures corporate compliance, but also provides essential safety protection for employees.
Press brakes must comply with relevant laws and regulations when installing safety guards; using compliant protective equipment enhances customer confidence and ensures employee safety.
US OSHA Standards
OSHA 29 CFR 1910.212 outlines general machine guarding requirements, mandating the use of one or more protective measures to safeguard operators, and bystanders from injuries caused by the point of operation, pinch points, and moving parts. For press brake guarding, ANSI B11.3 is a key industry standard that should be referenced together with OSHA’s general machine-guarding requirements and the machine-specific risk assessment.
ANSI B11.3 and B11.19
ANSI B11.3 is the standard governing safety requirements for press brakes, focusing on risk assessment, operational controls, protective devices, and safety functions to mitigate operational risks in the tooling area, backgauge area, and during setup and maintenance.
Light curtains, laser guard systems, safe speed control, interlocked guarding, and two-hand controls can all reduce risks; however, the specific method to be used must be determined based on the equipment’s structure, workpiece size, operating methods, and stopping performance.
ANSI B11.19 outlines design standards for protective devices and safety functions, stipulating that protection must be non-bypassable and capable of automatically stopping the machine in the event of an anomaly.
Can Laser Protection Serve as a Safety Solution for Press Brakes?
A laser guard system can be used to reduce operational risks in the tooling area of press brakes, making it particularly suitable for scenarios involving small parts, short flange parts, close-proximity positioning bends, and complex workpieces. However, simply installing it does not guarantee compliance.
To determine whether a laser guard system is effective, the following key factors must be considered: whether it truly covers the hazardous area, whether it can reliably interface with the machine’s control system, whether the response and stopping times are sufficiently fast, whether it can be properly managed during maintenance and commissioning, and whether it undergoes regular functional verification.
In other words, compliance depends on the performance of the entire guarding system, not merely on the presence of a laser guard device.
Comparison of Common Protection Methods and Compliance Analysis
Fixed Barriers vs. Interlocked Barriers
Two-Hand Control Systems and Sequential Mode
Presence Sensors / Electro-Optical Safety Devices
Press Brake Safety Protection Acceptance Checklist
|
Test items |
What must be verified |
|---|---|
|
Emergency stop button |
Verify that the emergency stop button is located within easy reach of the operator, and determine whether additional emergency stop buttons are required in high-risk areas at the front, sides, or rear. |
|
Safety interlock |
Verify that side doors, rear doors, and guardrails are integrated into the machine’s control system, and ensure that the machine is prevented from performing hazardous operations when these guards are open. |
|
Safety light curtain response |
Verify that the machine can stop or enter a safe state within the designed response time if the light curtain is obstructed. |
|
Laser guard alignment |
Is the laser guard system properly aligned with the tooling’s hazard zones? |
|
Foot switch protection |
Does the foot switch have a protective cover to prevent accidental activation? |
|
Rear protection |
Are there guardrails, interlocked rear doors, or clear barriers in the backgauge area and the walkway behind the machine? |
|
Setup mode |
Does the machine maintain a safe speed or enter a restricted motion state during tool changes, first-piece setup, and parameter adjustments? |
|
Maintenance mode |
Are authorization, power-off, locking, or lockout-tagout procedures required during maintenance, servicing, or troubleshooting? |
|
Operator training |
Do operators understand the functions of safety devices, how to use emergency stops, and the requirement to never bypass safety devices? |
|
Test log |
Are safety inspection records, maintenance records, stop-time verification records, and training records properly maintained? |
Types of Safety Guarding Systems for Press Brakes
Light Curtain Systems
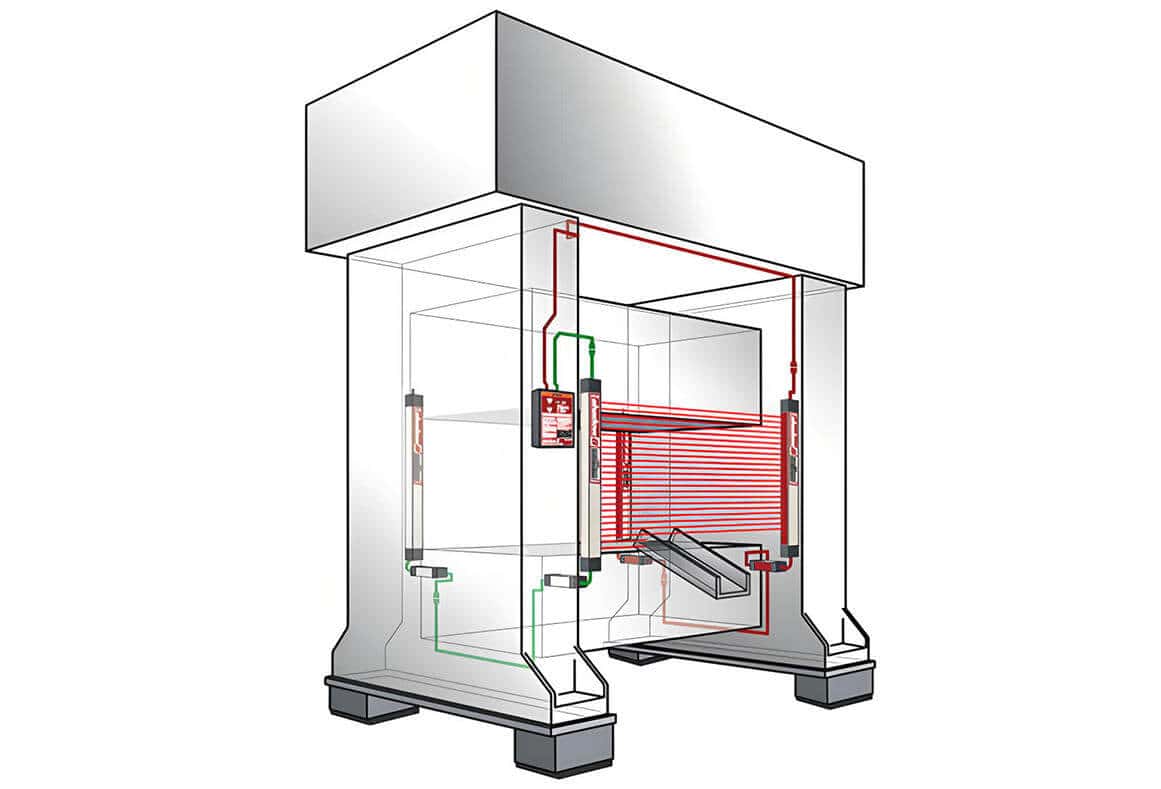
Safety light curtains use transmitters and receivers to create a protective zone, thereby safeguarding the operator. Key components include transmitters, receivers, controllers, as well as enclosures and mounting brackets, which secure the light curtain in place, and ensure stable signal transmission.
Safety light curtains are easy to install and compatible with most press brakes. However, their performance can be affected by strong light, or smoky environments, and they may lack sufficient sensitivity, when detecting small objects. False alarms may occur when detecting irregularly shaped or complex workpieces.
Laser Guard System
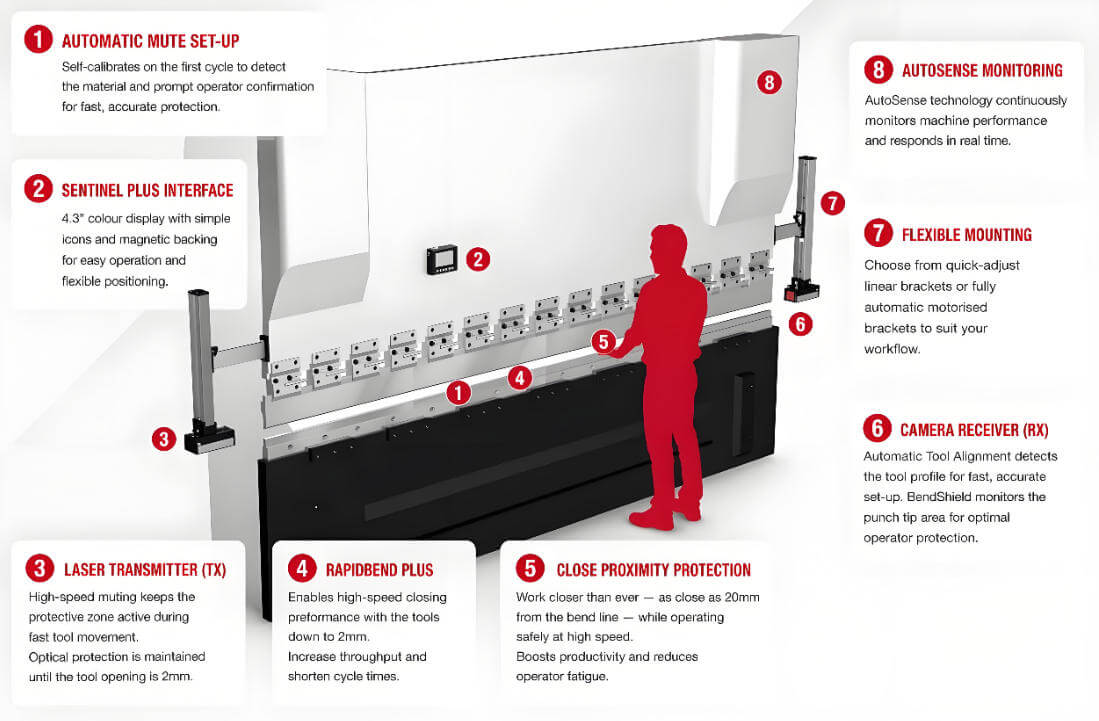
Laser guard systems emit a laser beam to scan the area near the lower edge of the upper punch, to detect objects within the tooling area. Once the laser beam detects an object, the system immediately responds by triggering a shutdown.
The laser guard system primarily consists of a laser emitter, a receiver, and a controller. The advantages of laser guard systems include higher precision—allowing for the detection of small objects or intrusions near the tooling area—short response times, and suitability for environments with rapid movement. However, the disadvantages are higher costs, and the need for specialized installation and commissioning expertise.
Safe Speed Control
Safe speed control is primarily designed for hydraulic press brakes or servo-driven press brakes. When the machine’s speed exceeds the safe limit, the system forcibly limits the speed, automatically decelerating or stopping the machine while triggering an alarm. Safe speed control is particularly suitable for high-speed press brakes, but is generally not used alone; it is typically employed in conjunction with laser guarding measures.
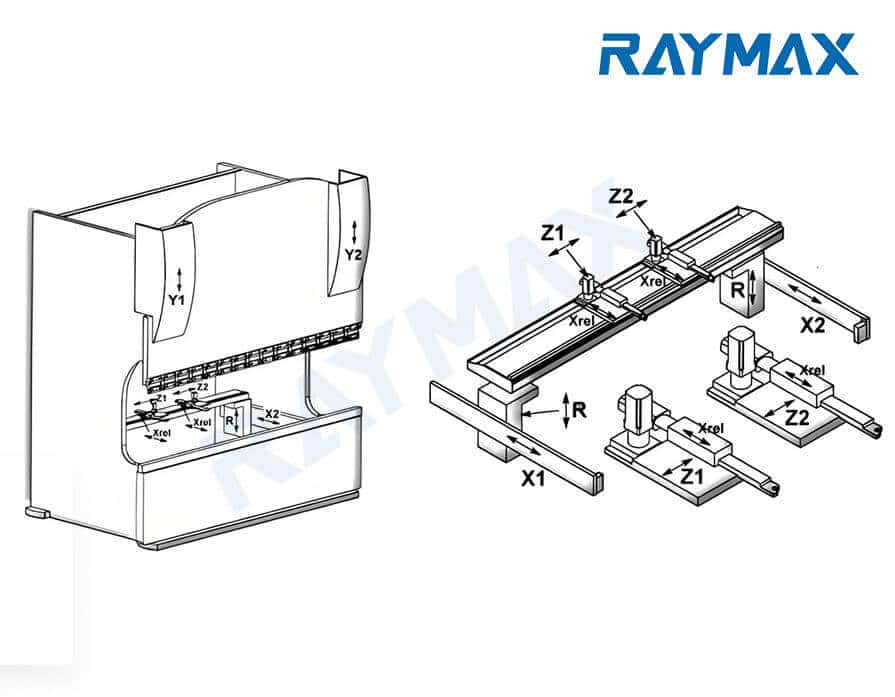
Backgauge Area Protection and Perimeter Protection
Backgauge protection devices provide physical isolation, and generally include interlocks, chains, guardrails, protective screens, and warning tape. They prevent personnel from accidentally entering the backgauge, particularly the high-speed movement zone of the backgauge mechanism. Rear guardrails and fixed barriers have a simple structure, and are primarily used to isolate the moving area of the backgauge.
However, they also have clear limitations: they lack flexibility during tool changes, the handling of large components, or the operation of complex workpieces, and are typically used in conjunction with interlocks, warning signs, and operating procedures.
Press Brake Laser Guard System
What Is Laser Protection? How Does It Work?
Laser guard systems monitor the area near the tooling by emitting a laser beam; if an object, hand, or body part is detected, the system immediately reacts to shut down the machine.
Key Compliance and Acceptance Criteria for Laser Guard System
The core requirements of OSHA and ANSI are not that “laser guard systems must be used,” but rather that the hazardous areas of the press brake must be effectively controlled.
A laser guard system can serve as a solution to protect operators in areas near the tooling, but its compliance depends on whether the installation location is correct, the detection range is sufficient, the response is fast, the machine can stop promptly, the safety circuit is reliable, and there are records of regular verification.
Therefore, when procuring or accepting a laser guard system, we must not merely verify whether the equipment is equipped with such a system; we must also confirm that it can detect hazardous intrusions during actual bending operations, safely stop the machine, and integrate effectively with setup mode, maintenance modes, and safe speed control to form a comprehensive safety protection mechanism.
Press Brake Laser Guard vs Safety Light Curtain
Laser guard systems provide close-range protection near the tooling area and are more suitable than standard front-facing safety light curtains for small parts, short flange components, and close-proximity positioning bends.
However, they do not offer “zero safety distance.” Actual safety distances and protection effectiveness depend on system response time, machine stopping performance, correct installation, ram speed, safety circuit stability, and the on-site risk assessment.
Laser guard systems are better suited for small parts, short flange parts, close-range positioning bends, and complex bends; safety light curtains are better suited for conventional front-area operation protection. The two are not mutually exclusive; rather, each is suited for different risk scenarios. Selection should consider workpiece size, operator position, safety distance, stopping time, control capability, and production pace.
Installation, Verification, and Maintenance Requirements
Installation and Setup Specifications
Press Brake Operator Safety Training and Policy Development
Maintenance and Inspection Procedures
How to Select the Right Press Brake Safety System?
When selecting a safety system for a press brake, do not simply opt for the most advanced configuration; instead, base your choice on the actual risks present in your specific operating conditions, to select the most suitable system.
When purchasing a CNC press brake, safety systems—including light curtains, laser guard systems, rear guards, foot pedal guards, emergency stop circuits, maintenance mode, and CNC control system logic—should be determined alongside tonnage, table length, the number of backgauge axes, and tooling clamping methods, rather than being retrofitted after the machine arrives at the factory.
Assessing Risk Scenarios
Compliance with Regulatory Requirements and International Standards
Safety protection for press brakes should be configured in accordance with local regulations, industry standards, and on-site risk assessments. If the equipment is to be exported or sold to international customers, special attention should be paid to verifying OSHA machine guarding requirements, ANSI B11.3, ANSI B11.19, and the customer’s local safety regulations.
During acceptance testing, attention should not be limited to whether a specific safety guard is installed on the press brake. Instead, the following must be verified:
Key Performance Parameters
Summary of Advantages of Raymax’s Laser Safety System
RAYMAX can recommend suitable safety configurations, based on your press brake type, workpiece dimensions, backgauge setup, and operator movement paths. If you need a bending machine with suitable safety light curtains, laser guards, rear protection, foot pedal protection, and CNC safety logic, explore our CNC press brake solutions.
For standard CNC press brakes, a configuration typically including safety light curtains, rear guards, foot switch protection, and an emergency stop circuit is sufficient; however, for small parts, short flange components, and close-proximity positioning bends, upgrading to a laser guard system should be considered.
Summary of Safety Protection Methods and Selection Recommendations
Characteristics and applicable scenarios of different protection methods:
Fixed Barrier
Fixed barriers prevent operator contact with the machine tool through physical isolation, making them suitable for small equipment and simple tasks. They feature a simple structure and low maintenance costs, effectively preventing injuries, but they limit equipment flexibility—especially during tool changes—and are best suited for basic press brakes and simple bending tasks.
Light Curtain System
Safety light curtains use infrared sensors to create a safety zone. They are suitable for small- to medium-volume batch production and scenarios with high repeatability. They offer high-speed response and non-contact protection, but have low sensitivity to small objects, require complex installation, and are susceptible to interference.
Laser Detection
Laser guard systems use laser beams to monitor hazardous areas near the tooling. They are particularly suitable for small parts, short flanges, complex bends, and close-proximity positioning bends. They also offer flexibility in applications requiring frequent workpiece changes.
However, they have high requirements for installation, alignment, commissioning, and periodic calibration, necessitating strict adherence to specifications by qualified personnel. Under appropriate operating conditions, they ensure operator safety while maintaining high production efficiency.
Safe Speed Control
Safe speed control is generally suitable for press brakes with servo drive. It reduces risks by controlling the machine’s operating speed. Safe speed control can be used in conjunction with other systems, but it requires high compatibility, and specific configuration settings.
We recommend selecting a protection method, based on the type of press brake and your specific needs. Regardless of the protection method you choose, RayMaxTech will provide you with a professional press brake safety assessment, to help you select the appropriate configuration.
FAQ








Related Blog

Press Brake Crowning Explained: Deflection, Angle Variation, Adjustment & System Comparison

An Overview of Electric Press Brake Machines and Purchasing Tips

What Is a Tandem Press Brake? Benefits, Applications & Buying Tips

NC vs CNC Press Brake: Key Differences, Selection Guide, and Industry Applications

What Is a Press Brake Used For? 16 Industry Applications and 8 Types of Bends
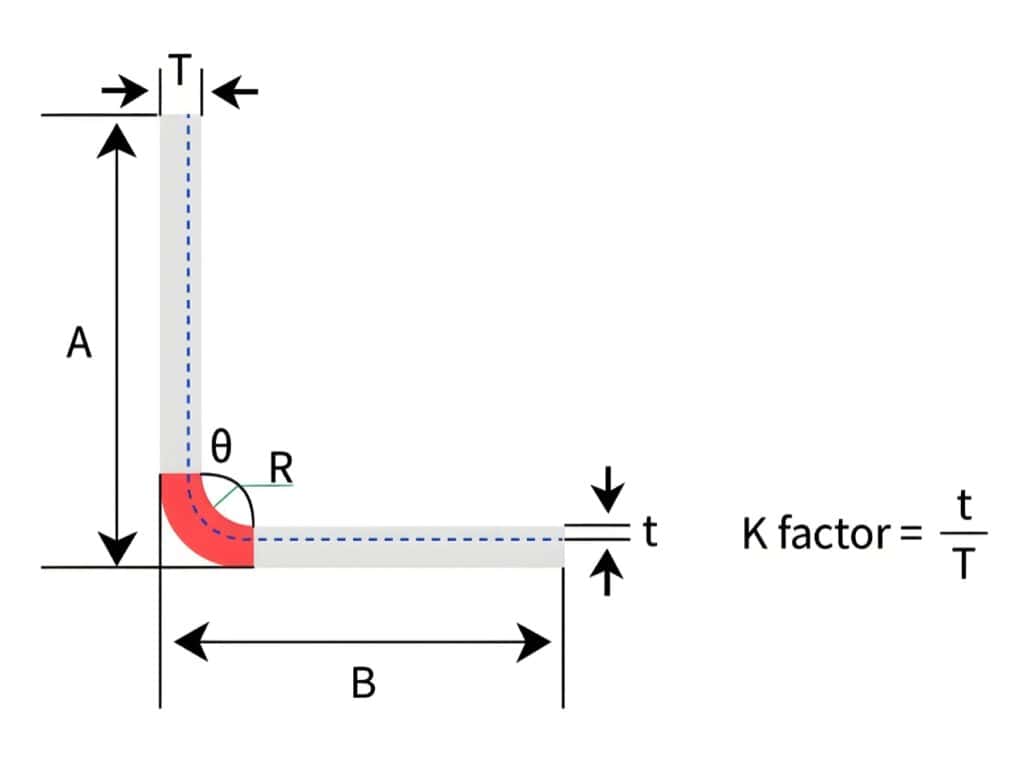
Bend Allowance vs Bend Deduction vs K-Factor: How to Calculate Sheet Metal Flat Patterns (With Examples)

One Article to Master CNC Press Brakes: Types, Workflow, Structure & Buying Tips

What is a 4 Axis Press Brake? Configuration, Advantages and Uses analysis

How Does an Electric Press Brake Work? Working Principle, Core Parts and Pros

The Ultimate Guide to Press Brake Safety Devices and Guidelines for 2025

What is a Press Brake Operator? Duties, Skills, Salary & Career Prospects Explained!
CNC press brake axis: Mastering Configurations from 2-Axis to 8+1 for Pro Results
Post Your Review
Share Your Thoughts And Feelings With Others
One response to “Press Brake Guarding Systems & Requirements: OSHA & ANSI Safety Guide”
I have been browsing online more than three hours today yet I never found any interesting article like yours It is pretty worth enough for me In my view if all website owners and bloggers made good content as you did the internet will be a lot more useful than ever before