
Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines

-1-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter
Quick Answer
In the industry, there are typically two different definitions of 4 axis press brakes:
One is the 4-axis backgauge configuration, with a typical setup of X, R, Z1, Z2. In this configuration:
This is the more common definition of a 4 axis press brake and is the configuration primarily discussed in this article.
The other is a full-machine 4-axis configuration, typically consisting of Y1, Y2, X, R. In this configuration:
However, since this configuration lacks a Z-axis for the backgauge, it does not necessarily provide independent left-right positioning capability.
The 4 axis press brake occupies a middle ground, between 3-axis and 6-axis models.
If you are undecided about whether to choose a 3 axis, 4 axis, or 6 axis press brake, RAYMAX can provide configuration recommendations, based on your workpiece type, bending length, batch size, and changeover frequency.
What Is a 4 Axis Press Brake? Axis Definitions and Common Configurations
Clarifying the Basics: Different Interpretations of “4-Axis” in 4 Axis Press Brakes
Regarding the definition of a 4 axis press brake, there are two common interpretations:
|
Definition type |
Typical axis combinations |
Backgauge adjustment options |
Applications |
|---|---|---|---|
|
Backgauge, 4-axis |
X, R, Z1, Z2 |
Forward/backward positioning + height adjustment + left/right backgauge fingers |
Asymmetrical parts, multi-station positioning, small-batch production of multiple varieties |
|
Full machine, 4-axis |
Y1, Y2, X, R |
Forward/backward positioning + height adjustment, without independent left/right movement |
Symmetrical parts, standard bending, budget-sensitive applications |
|
Includes W-axis variant |
X, R, Z, W |
Forward/backward positioning + height adjustment + left/right movement + front support |
Support for large parts, special positioning requirements |
There are two points to note:
When selecting a model, the ultimate criterion should be the specific motion controlled by each axis.
Is 4 Axes Enough? A 30-Second Decision Chart
|
Workpiece/Production characteristics |
Are 3-axis enough? |
Are 4-axis enough? |
Is a 6-axis system required? |
Reasons for the Decision |
|---|---|---|---|---|
|
Standard symmetrical parts, single-batch production |
Yes |
Yes |
Not required |
Simple positioning reference; low number of axes required |
|
Asymmetrical parts, left and right flanges at unequal distances |
No |
Yes (requires Z1/Z2 configuration) |
Depends on complexity |
Z1/Z2 axes allow for independent positioning of left and right stops |
|
Multi-station bending, quick changeover |
Limited efficiency |
Yes |
Depends on changeover frequency |
4-axis multi-station switching is faster than 3-axis |
|
Small to medium batches, high-variety orders |
Lack of flexibility |
Yes |
Not required |
4-axis systems balance cost and changeover efficiency |
|
Simple enclosures, door panels, equipment panels |
Partially sufficient |
Yes |
Not required |
Stable positioning with 4-axis X/R/Z axes is suitable for most sheet metal parts of medium complexity |
|
Deep-flanged parts, box-shaped parts |
No |
Barely enough |
6-axis system recommended |
Prone to collisions and positioning instability |
|
Parts with hole-position-sensitive features |
No |
Partially sufficient |
6-axis system recommended |
Positioning errors directly affect assembly |
|
Highly complex irregular-shaped parts, multi-segment bent lines |
No |
Not enough |
6-axis or higher configuration |
4-axis backgauge systems lack sufficient freedom for backgauge positioning |
|
Highly automated production lines |
No |
Not enough |
6-axis or higher configuration |
Require higher program reproducibility and multi-axis coordinated control capabilities |
Definition of a 4 Axis Press Brake
A 4 axis press brake refers to a CNC press brake equipped with four numerically controlled axis. Since different manufacturers do not define “4-axis” in exactly the same way, common configurations include a four-axis backgauge system with X, R, Z1, Z2 axis, as well as a full-machine 4-axis system with Y1, Y2, X, R axis.
When purchasing, one should focus on the specific functions of the axes rather than simply relying on the term “4-axis.” Before comparing different axis configurations, buyers should also understand the difference between NC and CNC press brakes, because the control system directly affects axis control capability, automation level, programming flexibility, and long-term production efficiency.
Differences in Positioning and Value Compared to 3-Axis and 6-Axis Models
Compared to 3 axis press brakes, 4 axis press brakes typically offer more flexible backgauge positioning. For example, a 4 axis press brake with an X/R/Z1/Z2 configuration can achieve precise positioning in the front-to-back, height, and left-to-right directions, allowing for more flexible handling of asymmetrical parts, multi-station bending, and small-to-medium batch production of diverse product varieties.
Compared to 6 axis press brakes, 4 axis press brakes have limited freedom in backgauge positioning, but they are more cost-effective, making them better suited for processing workpieces of moderate complexity, and meeting the needs of low-budget procurement scenarios.

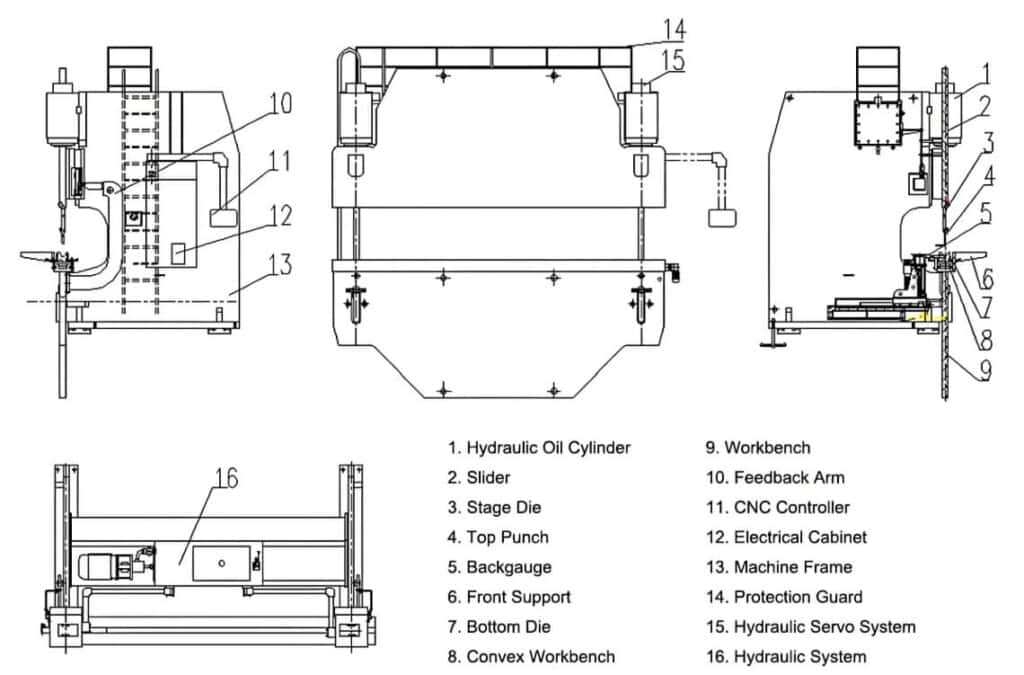
Press Brake Axis Diagram: What X, R, Z1/Z2, and Y1/Y2 Control on a 4 Axis Press Brake
4 Axis Press Brake Axis Diagram: What Each Axis Controls
To determine whether a 4 axis CNC press brake is suitable for your workpiece, the most important factor is to understand what movements each of these axes controls.
|
Axis |
Movement direction |
Main control parameters |
Impact on Processing Results |
|---|---|---|---|
|
X-axis |
Backgauge moves forward and backward |
Flange dimensions, bend line position |
Affects the bending position and flange length of the workpiece |
|
R-axis |
Backgauge moves up and down |
Backgauge height |
Affects positioning for different bending heights, deep flanging, and multi-pass bending |
|
Z1/Z2-axis |
Backgauge finger moves left and right |
Left and right backgauge fingers |
Affects multi-station positioning and material alignment for asymmetrical parts |
|
Y1/Y2-axis |
Ram moves up and down on both sides |
Ram synchronization and penetration depth |
Affects the consistency of left-right angle difference on the workpiece |
|
V-axis/crowning |
Worktable compensation direction |
Crowning mechanism |
Reduces angle differences between the center and both ends of long workpieces |
Since X, R, and Z1/Z2 are closely related to backgauge positioning, flange length control, and multi-station bending, you can also read our complete guide to CNC press brake backgauges to better understand backgauge structures, multi-axis systems, installation, and troubleshooting.
Common configuration 1: X, R, Z1, Z2
In the X, R, Z1, Z2 configuration:
Common configuration 2: X, Y1, Y2, R
In this 4-axis machine configuration (Y1, Y2, X, R):
This configuration is better suited for standard symmetrical parts, shallow flanging operations, and bending scenarios where independent lateral movement of the backgauge, is not a high priority.
If the workpiece requires independent lateral movement of the left and right backgauge fingers, rapid multi-station switching, or complex asymmetric positioning, it is necessary to further confirm, whether a 4-axis backgauge configuration, such as X, R, Z1, and Z2 is required, or to evaluate a higher-order 6-axis configuration.
Common configuration 3: X, R, Z, W (Manufacturer-Specific Auxiliary Axis Variants)
X, R, Z, W is not the most universal standard configuration for 4 axis press brakes, but rather a naming convention for auxiliary axes, adopted by some manufacturers, based on their equipment structure.
The meaning of the W-axis varies by manufacturer; it may refer to a front support axis, auxiliary positioning axis, follow-up support axis, or other support mechanisms. Its primary function is typically to improve support for large sheets, feeding stability, and operational consistency, rather than directly determining the bend angle or automatically performing crowning.
When purchasing, rely on the supplier’s actual specifications, to confirm the specific components, controlled by the W-axis, its travel range, whether it features independent servo control, and whether it truly meets the requirements of the current workpiece.
Why the terms “4+1 axis” and “5 axis” exist: Are Y1 and Y2 counted as two separate axes?
If Y1 and Y2 require independent servo control and coupled motion, some manufacturers may treat them as two separate axis, leading to the terms “4+1 axis” or “5 axis.” In practice, the actual number of axes and their functional boundaries, should be determined, based on the control system provided by the supplier.
Key Functional Points of Each Axis (Positioning, Backgauge Movement, and Compensation)
Recommendations for Readers
During procurement discussions, buyers should first clarify the actual physical names and control targets of each axis, as well as whether they possess the required functions. Second, they should verify the availability of graphical programming, a bending database, and springback compensation. Finally, attention should be paid to core equipment such as tooling and V-die openings.

Advantages and limitations of 4 axis press brakes
Advantages
Limitations
The number of axes on a press brake, primarily affects positioning flexibility, and changeover efficiency; it cannot be used to directly determine, whether the machine can bend thick plates, nor does it determine the bending tonnage. If your main concern is thick-plate bending capacity, start with press brake tonnage calculation instead of axis count, because tonnage depends more on material strength, sheet thickness, bending length, and V-die opening.
Whether a press brake can bend thick plates depends primarily on tonnage, table length, frame rigidity, tooling load capacity, and the choice of V-die opening.
The main advantages of a 4 axis press brake lie in its more flexible backgauge positioning, and higher changeover efficiency, allowing for rapid adjustment of workpiece position and tool change.
How to Choose Between 3 Axis, 4 Axis, and 6 Axis Press Brakes?
Simple definition
3-Axis, 4-Axis, 6-Axis: Which Configuration Is Right for You?
|
Comparison criteria |
3 axis CNC press brake |
4 axis CNC press brake |
6 axis CNC press brake |
|---|---|---|---|
|
Typical axis configuration |
Y1/Y2/X or X/R/Y, etc. Basic specifications |
X/R/Z1/Z2 or Y1/Y2/X/R |
Y1/Y2/X/R/Z1/Z2 or X1/X2/R1/R2/Z1/Z2 |
|
Backgauge positioning flexibility |
Low; can only position forward and backward |
Moderate; positioning via front/back + height + left/right stops |
High; independent movement of front-back, height, and left-right stops |
|
Support for asymmetrical parts |
Requires manual assistance |
Partially supported; depends on Z-axis configuration |
Fully supported |
|
Multi-station switching efficiency |
Low |
Moderate; programmable switching |
High; higher level of automation |
|
Deep flanging/Box-shaped parts |
Not suitable |
Available in some scenarios |
Suitable |
|
High-mix, Low-volume production |
Lack of flexibility |
Suitable |
More suitable |
|
Batch consistency |
Relies on the operator |
Moderate; program-assisted |
High |
|
Dependence on operators |
High |
Moderate |
Low |
|
Equipment cost |
Lowest |
Moderate |
Higher |
|
Ideal applications |
Simple parts, single-batch production, limited budget |
Moderately complex parts, multiple varieties, small to medium batches |
Complex parts, asymmetrical parts, frequent changeovers |
A 4 axis press brake is not a stripped-down version of a 6 axis press brake, nor is it necessary for every factory to upgrade to a 6-axis model. Its value lies in its ability to address the shortcomings of 3 axis press brakes, such as multi-station positioning, processing of locally asymmetrical parts, and small-to-medium-batch production of multiple product varieties, at a lower cost, offering better value for money for specific production needs.
Typical Applications and Industry Scenarios for 4 Axis Press Brakes
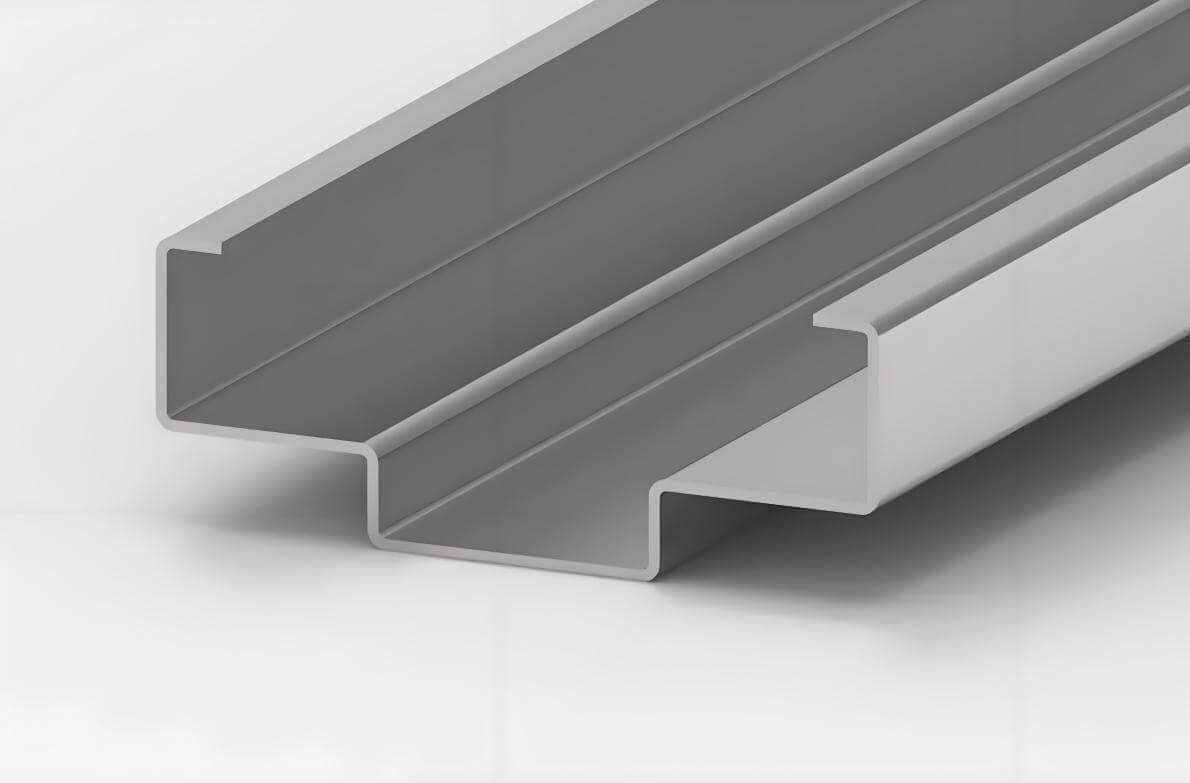
Enclosures/Cabinetry
These workpieces typically feature multiple bends, short flanges, and mounting holes. Through the coordinated movement of the X, R, and Z axes, a 4 axis press brake can precisely position multiple processing stations, reducing errors caused by manual material alignment, and ensuring consistent dimensions for door panels, side panels, and mounting brackets.
Asymmetric Brackets/Mounts
By moving the Z1 and Z2 stop fingers left and right, the machine can accommodate workpieces with different left and right side lengths, or inconsistent positioning reference points, reducing repetitive positioning tasks for the operator, and ensuring more stable positioning of asymmetric parts.
Door panels/equipment panels
These workpieces typically feature multiple bend lines, and multi-section flanges. By using the X, R, and Z axes to independently control the stop position, backgauge height, and stop finger position, the 4 axis press brake can more precisely determine flange dimensions and positioning; however, the accuracy of the bend angle is still determined by the ram penetration depth, tooling condition, and springback compensation.
Small and medium-sized batches/multi-variety orders
For these types of orders, 4 axis press brakes can significantly reduce changeover time by calling up programs, and adjusting stop positions, making them ideal for production scenarios with frequent changeovers, small batch sizes, and high requirements for positioning accuracy.
How to Choose the Right 4 Axis CNC Press Brake?
Before selecting a 4 axis press brake, we must first clarify our actual workpiece requirements:
When selecting a 4 axis press brake, you should first focus on confirming these five key points:
Conclusion
The value of a 4 axis press brake, lies in its ability to provide more flexible backgauge positioning, higher changeover efficiency, and more stable processing of medium-complexity workpieces, at a relatively low cost.
Compared to 3 axis press brakes, it offers greater advantages when bending asymmetrical parts, performing multi-station positioning, and handling small-to-medium batch production of diverse product varieties. However, for deep-flanged parts, box-shaped parts, highly complex irregular parts, and highly automated production lines, 6 axis or higher-configuration press brakes are more advantageous.
When purchasing equipment, do not focus solely on the term “4-axis”; instead, clarify exactly which movements each axis controls. Additionally, pay close attention to the machine’s tonnage, table length, backgauge stroke, tooling system, control system, and crowning, as these factors are critical to determining, whether the equipment can consistently produce qualified workpieces over the long term.
Frequently Asked Questions ( FAQ )








Related Blog

Pneumatic Press Brake: Complete Guide, Advantages, Applications & Buying Tips

One Article to Master CNC Press Brakes: Types, Workflow, Structure & Buying Tips
How to Spec a Press Brake for Tolerance: Angle, Flange Length, Crowning, Backgauge & Acceptance Checklist

The Golden Rule: How to Operate a CNC Press Brake Correctly
Press Brake RFQ Checklist: 14 Fields You Must Provide for an Accurate Quote

What Is a 3 Axis Press Brake? Complete Guide to Structure, Benefits & Selection
How to Improve Press Brake Bending Consistency: Causes, Checks & Solutions
Master the Machine: Full Press Brake Structural Components Guide

What is a 6 Axis Press Brake? Working Principles, Advantages, Applications, and Buying Guide
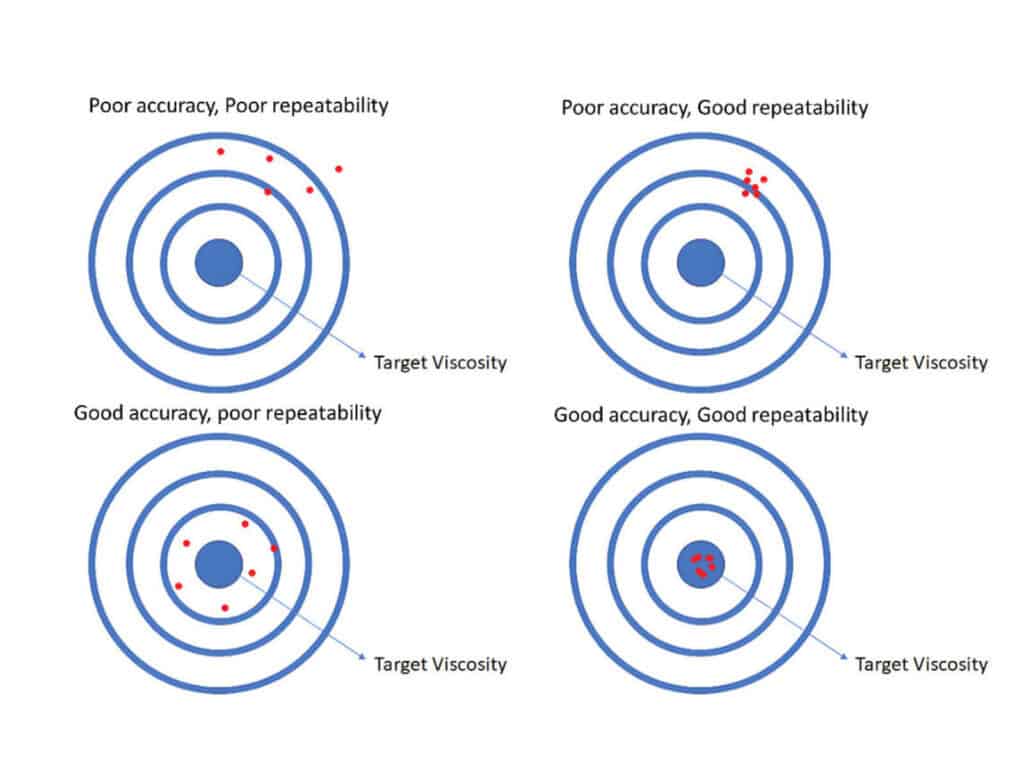
Press Brake Repeatability vs Accuracy: Definitions, Test Methods & Common Misunderstandings
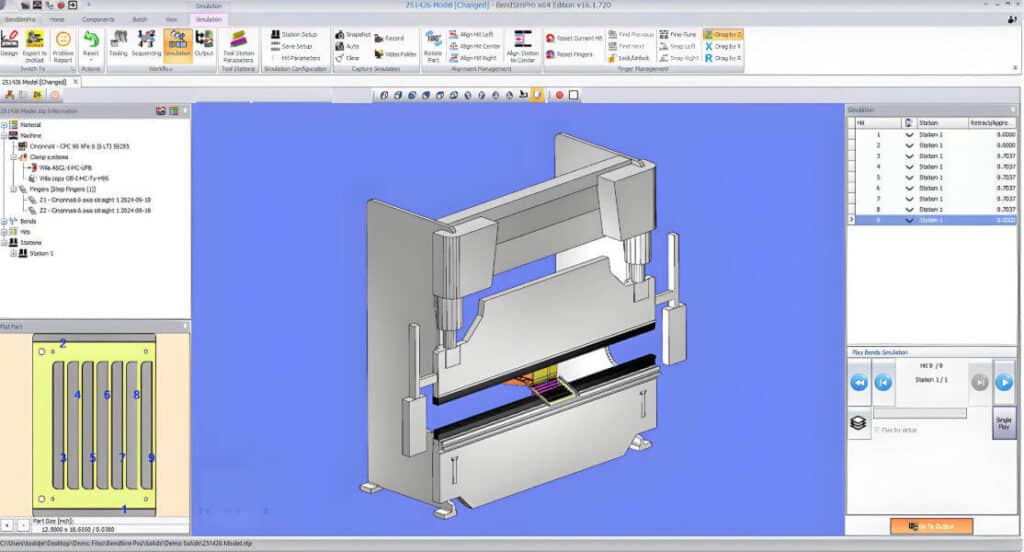
Press Brake Software: Basics, Implementation, Examples & Selection Guide

Press Brake Buyers Guide: Expert Tips to Select, Compare, and Buy with Confidence
Post Your Review
Share Your Thoughts And Feelings With Others
2 responses to “What is a 4 Axis Press Brake? Configuration, Advantages and Uses analysis”
Your blog is a testament to your dedication to your craft. Your commitment to excellence is evident in every aspect of your writing. Thank you for being such a positive influence in the online community.
Usually I do not read article on blogs however I would like to say that this writeup very compelled me to take a look at and do so Your writing taste has been amazed me Thanks quite nice post