Introduction
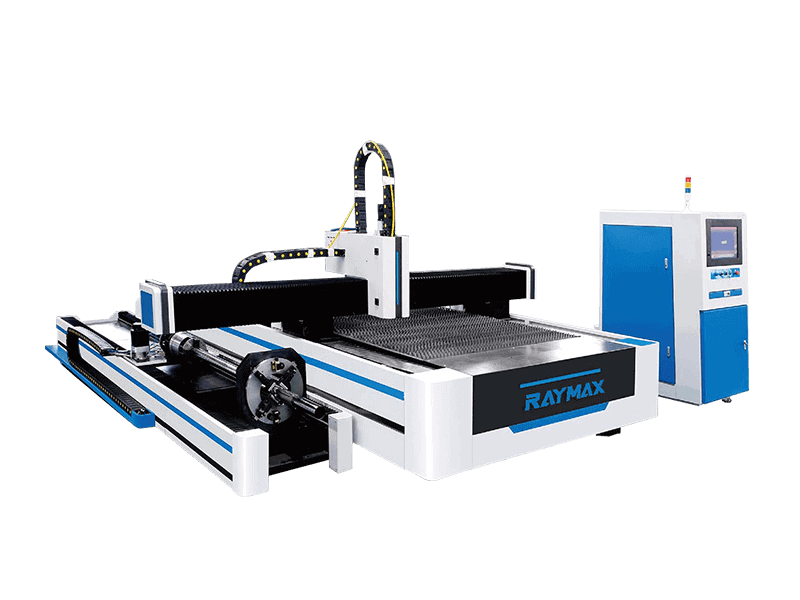
Fiber laser cutting machine is an important industrial equipment used in the field of fiber laser cutting. It uses fiber lasers to cut materials with high precision. With the advantages of high precision, high efficiency and low energy consumption, it has played an important role in many fields such as metal processing, automobile manufacturing and aviation. It plays a critical role in modern manufacturing. Understanding the components and parts of fiber laser cutting machine is very important to improve our work efficiency and enterprise benefits. In this guide, I will help you deeply understand the key components and parts, functions and maintenance points of the fiber laser cutting system, and answer some common questions.
What is a fiber laser cutting machine?
The fiber laser cutting machine is controlled by CNC system to realize accurate cutting. It uses the fiber laser to generate ultra-high energy laser beam, which is transmitted to the cutting head through the fiber and focused on the surface of the workpiece, so that the material can be melted or vaporized locally quickly. At the same time, it uses high-pressure auxiliary gas to blow away the residue after melting, so as to prevent the re adhesion of the material cut.
Core components of a fiber laser cutting machine
The fiber laser cutting machine is composed of several key components and parts. Understanding these components is the premise and key to help us operate the machine. Let me explain the functions of these components to you in detail.

Fiber laser source
This is the power core of fiber laser cutting machine. The laser beam required for cutting operation is generated through diode emission and fiber amplification process. The efficiency of the laser source directly affects the output power and quality of the laser beam, which determines the thickness of the machinable material, the piercing speed and the upper limit of the machine cutting speed.
Common brands: Common foreign brands such as IPG Photonics and TRUMPF, and domestic brands such as Han’s laser and Ruike laser have a good reputation in the field of laser cutting.
Power and Material Thickness Matching:
Common problems and solutions:
Problem 1: Power attenuation
Cause: The device in the cavity is aging, the temperature control is incorrect, and the end face of the optical fiber is polluted.
Scheme: Regularly test the equipment power and observe whether there is any change; Adjust the cooling system to make the temperature of the equipment more stable during operation.
Problem 2: Fiber interface pollution
Cause: The micro dust or oil film on the end face of the optical fiber causes coupler loss and end face burn.
Scheme: Keep the environment clean and free of dust when operating the equipment, and wipe all components with special tools.
Problem 3: Back-reflection damage
Cause: When cutting high reflection materials or thick plates, reflection and reflow damage optics or lasers.
Scheme: Enable back-reflection protection; Adjust the light incidence angle to align it with the center of the nozzle; Keep the lens clean to avoid scattering caused by lens pollution.

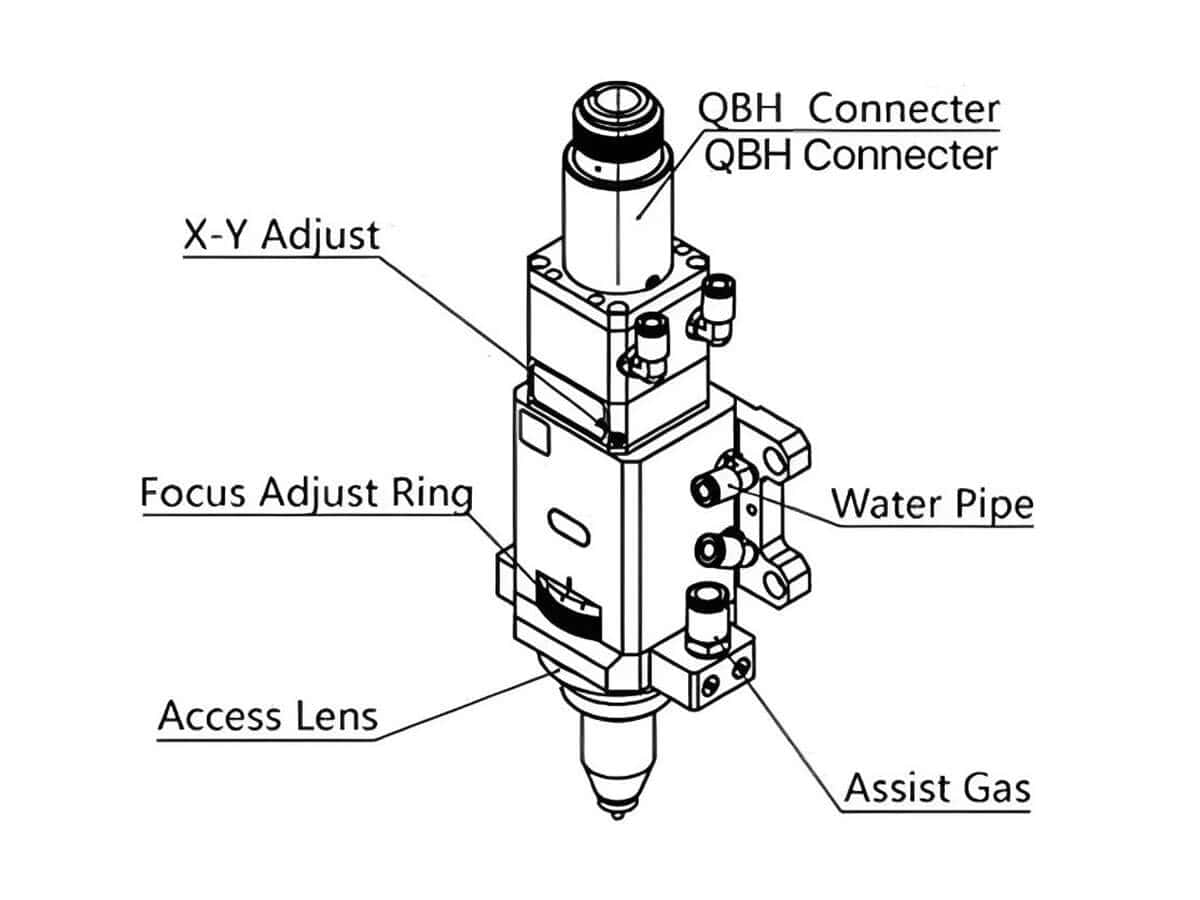
Cutting head
The cutting head is a complex component, which is responsible for transmitting and controlling the focused laser for cutting materials. It collimates the laser beam from the laser source into parallel light through the collimating lens, and then focuses it into a small high-energy spot by the focusing lens. The bottom is equipped with a protective lens to prevent the smoke and splash generated during cutting.
Key subcomponents:
Relationship between nozzle type / diameter and gas, plate thickness and seam cutting quality:
Common caliber: 0.8/1.0 /1.2 /1.5 /1.6mm. The larger the diameter is, the more gas passes through in a unit time, which helps to better discharge slag during nitrogen cutting of thick plates; When cutting thin plates or cutting with oxygen, small-diameter nozzles are usually used, which can improve the gas flow rate and make the reaction more stable.
General rule: Different materials and thickness shall be matched: nozzle diameter + pressure + gas purity.
CNC Controller & software
It is equivalent to the “brain” of the fiber laser cutting machine. It can read the design documents, convert them into accurate cutting instructions, control the movement of the laser cutter head and laser beam, and adjust the speed, power, focal length and other parameters. It can meet the cutting needs of different materials and thicknesses.
key capability points:
Gantry/linear modules/rack & pinion
It is responsible for making the cutting head move accurately and quickly in the X and Y directions, and making the Z axis adjust the height in real time according to the fluctuation of the workpiece surface. It ensures that the cutting head can still follow the preset cutting path under high-speed movement and complex working conditions.
Typical structural route:
Infrastructure: The gantry is used as the main frame, equipped with linear guide rail / ball screw or gear rack drive, servo motor and high-resolution encoder. This combination can realize the precise motion control of X, y and Z axes, and ensure that the cutting head can maintain high precision and stability when moving and cutting at high speed. It is suitable for most conventional cutting tasks.
High end configuration: linear motor can be used to replace traditional transmission parts for medium and high-end models. The linear motor directly generates linear motion without intermediate transmission link, which can greatly improve the response speed, and is suitable for scenes requiring high precision and efficiency. However, linear motors have higher requirements for manufacturing process and maintenance, so the cost is relatively high.
Cooling system (chiller)
It helps the optical components of the laser source and the cutting head to dissipate heat, so that their power and focus are not affected by temperature, so as to ensure that they can still work stably under long-term operation.
Double circuit design:
Maintenance points:
Auxiliary gas system ( O₂ / N₂ / Air)
It is mainly used for slag removal, cooling, control of chemical reaction and edge color. It can directly affect the shape of machine cutting seam, generation of burr and cutting speed.
System composition:
Material and gas selection:
Bed/Slats/Exchange Table
It is usually made of solid materials and is responsible for providing stable support and positioning for the workpiece to be processed. It can accommodate materials of different sizes and thicknesses and provide a stable foundation for metal cutting.
Key points of design:
Anti reflection: the surface of the workbench adopts a special strip structure with its special shape and material design, which changes the reflection angle of the light generated during the processing, reduces the impact of the reflected light on the quality of the back of the workpiece, and avoids the impact of the reflected light on the equipment and operators.
Smoke and dust removal channel: a negative pressure environment is formed near the cutting area through the fan and other equipment, so that the smoke, dust and other harmful substances generated during the cutting process can be quickly sucked into the smoke channel, so as to prevent the smoke from going up and polluting the optical components.
Efficiency of the exchange table: the double station design is adopted. One position is used to process the workpiece, and the other position can simultaneously clamp or unload the workpiece, greatly improving the loading and unloading efficiency.
Fume extraction & filtratio
The dust extraction and filtration system of the fiber laser cutting machine can maintain the cleanliness of the cutting area. It is responsible for timely extracting and discharging the smoke and metal particles generated during cutting, keeping the internal components of the machine clean, ensuring the environmental compliance of the workshop and protecting the health of the operators.
Key points of maintenance:
Safety & Sensors
Through a variety of sensors and safety interlocks, real-time monitoring of equipment operation status, timely detection and prevention of laser reflection, fire, overheating, excessive pressure and other dangerous situations, and protection of equipment and personnel safety.
System composition:
Servo motor
The servo motor of the laser cutting machine is responsible for controlling the movement of X, y and Z axes, so that the cutting head can move to the specified position quickly and accurately. The commonly used motor is AC servo motor with absolute encoder. Some high-end models will use linear motor, which can further improve the response speed and smoothness during cutting and achieve more efficient and accurate cutting effect.
Focus tracking system
It can automatically adjust the focus of laser beam according to different materials and cutting depth, which can ensure the consistency of cutting quality. When performing complex and multi-layer cutting tasks, the focus tracking system is very important, which can effectively improve the work efficiency.

Consumables & Wear parts
list of consumables
Protective lens: the optical protective element at the bottom of the cutting head prevents the collimator and focusing lens from being polluted by soot and splash generated during the cutting process. The transmittance of the protective lens directly affects the effective power of cutting, so it should be replaced in time according to the degree of pollution.
Nozzle: it is the channel for forming air flow and slag discharge. Selecting nozzles with different diameters and layers can match different gas types and plate thickness. The wear of caliber will cause seam deflection and burr, which need to be replaced regularly.
Ceramic body: located at the nozzle interface, it plays the role of electrical insulation and thermal isolation. Vulnerable to heat and mechanical shock, resulting in damage.
Sealing ring: keep the cutting head sealed with gas circuit and cooling circuit. If it is aged, it will lead to leakage.
Filter element (gas / vacuum / cooling): filter oil, water and particles to ensure the purity of gas and vacuum and the cleanness of cooling circuit. It needs to be replaced on time.
Guide rail protective parts: prevent dust and slag from entering the guide rail and lead screw area, which shall be inspected and replaced regularly.
Key points for determining replacement cycle
Protective lens: replace it in case of increased burrs on the cutting surface, abnormal perforation time and decreased transmittance.
Nozzle: replace in case of caliber wear, concentricity deviation and edge deformation.
Ceramic body: after being impacted or impacted by heat, the capacitor feedback is abnormal and needs to be replaced in time.
Sealing ring: replace it in case of leakage or abnormal differential pressure.
Filter element: the filter element shall be replaced once every 1-6 months due to poor pressing or accumulated working hours.
Guide rail protective parts: once damaged, replace them immediately to prevent metal splashing into the guide rail and lead screw.
Purchasing strategy and inventory management
ABC classification: Class A (protective lens, nozzle) has a high replacement frequency, and the materials are prepared according to the weekly or monthly plan; The replacement frequency of class B (ceramic body, filter element and sealing ring) is medium, and the materials are prepared Quarterly; The replacement frequency of class C (lens group and transmission parts) is low, so it is only necessary to maintain the minimum safety stock.
Unified specification: the nozzle diameter, protective lens size and ceramic body interface type shall be unified as far as possible to reduce the complexity of inventory management.
Supply redundancy: key parts shall have at least two suppliers, and safety stock shall be established.
Reasonable cost control suggestions
Optimize process parameters: reasonably select auxiliary gas, adjust defocusing amount, cutting speed and power according to material thickness and quality requirements, prevent excessive use of high-pressure nitrogen and reduce gas cost.
Strengthen preventive maintenance: regularly clean and replace vulnerable parts such as protective glasses to avoid equipment shutdown due to component damage, reduce maintenance costs and prevent production delay.
Reduce gas cost: in the scene with low edge quality requirements, air cutting is used instead of nitrogen cutting to reduce gas cost.
Glossary
Common components and abbreviations:
Conclusion
Fiber laser cutting machine, with its excellent precision, higher efficiency and highly adaptable cutting ability, plays a very important role in modern manufacturing industry. It is widely used in automobile, architecture, aviation and other fields, helping countless enterprises to achieve “higher quality with higher efficiency”. When purchasing, enterprises should combine their own needs, comprehensively evaluate the performance, power and other parameters of different products, and select the most suitable equipment. If you have the idea of purchasing fiber laser cutting machine, please contact RayMax. We will provide you with detailed equipment information, price consultation and perfect pre-sales and after-sales service.
Frequently asked questions (FAQs)








Related Blog

What is Laser Cutting Machine? The Ultimate Guide for 2025

Fiber Laser Cutting Machine Process

CNC Laser Cutting Machines Comparison:CO₂ vs. Fiber vs. Diode

Top 10 Fiber Laser Cutting Machine Manufacturers of 2025

What Materials Can a Fiber Laser Cut? A Practical Handbook of Metals, Non-Metals & Limitations
Quickly choose the right laser cutting machine ultimate guide

Metal Laser Cutting Machine: Buyer’s Ultimate Guide to Costs, Types & Quality Factors
Laser Cutting Machine application Explained: Top Materials, Applications & Safety Tips Unveiled

What is a Fiber Laser Cutting Machine? The Ultimate Guide for 2025

CO2 vs Fiber Laser Cutting Machine: Which Machine Should You Use? (Raymax Guide)

The Ultimate Guide to Fiber Laser Cutting Machine Working Principles, Components, Workflow and Process Parameters
Post Your Review
Share Your Thoughts And Feelings With Others

Francis Pan
Francis Pan is the Foreign Trade Manager of RAYMAX, with over 10 years of experience in sheet metal fabrication equipment and CNC machinery. He has worked closely with manufacturers worldwide on press brakes, fiber laser cutting machines, fiber laser welding machines, and practical production-oriented metal processing solutions.
Top Guidelines
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)
-1024x768.jpg)

Table Of Contents
Stay in the the loop
Subscribe To Our Newsletter